





نیروی گیره یا کلمپ دستگاه تزریق پلاستیک که معمولا با واحد TON یا KN اندازه گیری می شود، بیانگر حداکثر نیروی قفل یا کلمپی است که توسط گیره ی دستگاه تزریق پلاستیک قابل تولید است و برای جلوگیری از باز شدن قالب در زمان انجام تزریق اهمیتی حیاتی دارد. اگر نیروی گیره کافی نباشد، فشار مواد باعث پس زدن قالب و بیرون زدن پلاستیک ذوب شده از محل جدایش صفحات قالب می شود، در این حالت به اصطلاح قطعه پلیسه می کند. در مقابل اگر نیروی گیره ی دستگاه بسیار بیشتر از مقدار مورد نیاز باشد، با توجه به قیمت دستگاه تزریق پلاستیک که با تناژ آن متناسب است، سرمایه قابل توجهی هدر می رود. از این رو انتخاب دستگاه تزریق پلاستیک مناسب بی تردید به محاسبه ی دقیق نیروی مورد نیاز گیره وابسته است.
روش محاسبه ی سریع تناژ دستگاه تزریق پلاستیک:
مواد پلاستیکی ذوب شده با فشار بسیار بالایی که گاهی تا 2000 بار نیز می رسد، بر سطح کویته های قالب نیرو وارد می کنند. فشار مواد درون قالب را در لحظات پایانی تزریق می توان با تقریب مناسبی به صورت فشار هیدرواستاتیکی در نظر گرفت. در این صورت تناژ یا نیروی مورد نیاز گیره با استفاده از رابطه زیر به دست می آید:

ضریب جنس: این ضریب برای جبران تاثیرات ویسکوزیته مواد و افزایش دقت نتایج به فرمول بالا اضافه شده و به جنس پلاستیک بستگی دارد. ضرایب جنس پرکاربردترین مواد پلیمری ترموپلاست در جدول زیر قابل مشاهده است.
|
ضریب جنس |
نوع ماده اولیه |
|---|---|
|
1.0 |
PS, PE, PP |
|
1.3 – 1.35 |
PA, PBT, PETP |
|
1.35 – 1.45 |
CA, CAB, CAP, EVA, PEEL, PPVC |
|
1.45 – 1.55 |
ABS, ASA/AAS, POM |
|
1.55 – 1.70 |
PMMA, PC+ABS, PC+PBT |
|
1.70 – 1.90 |
PC, PES, PSU, PEEK, UPVC, PEI |
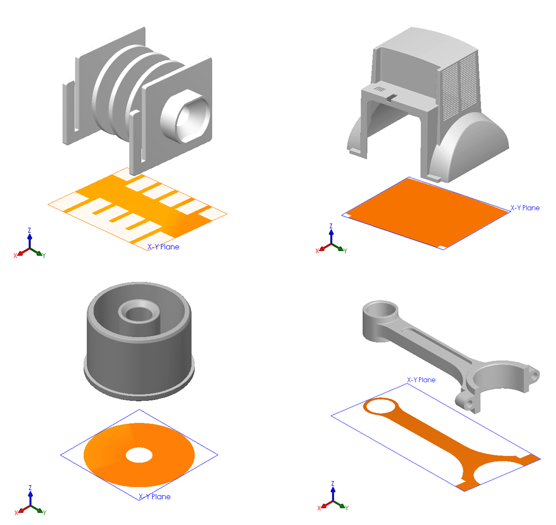
سطح یا مساحت مصور قطعه: مساحت تصویر دو بعدی قطعه بر روی صفحه ی عمود بر محور خروج قطعه از قالب (در جهت پران) که در اینجا بر حسب سانتی متر مربع محاسبه می شود. در شکل های زیر، طریقه تشخیص سطح مصور نشان داده شده است.

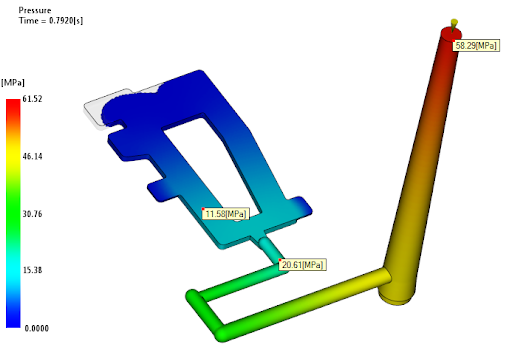
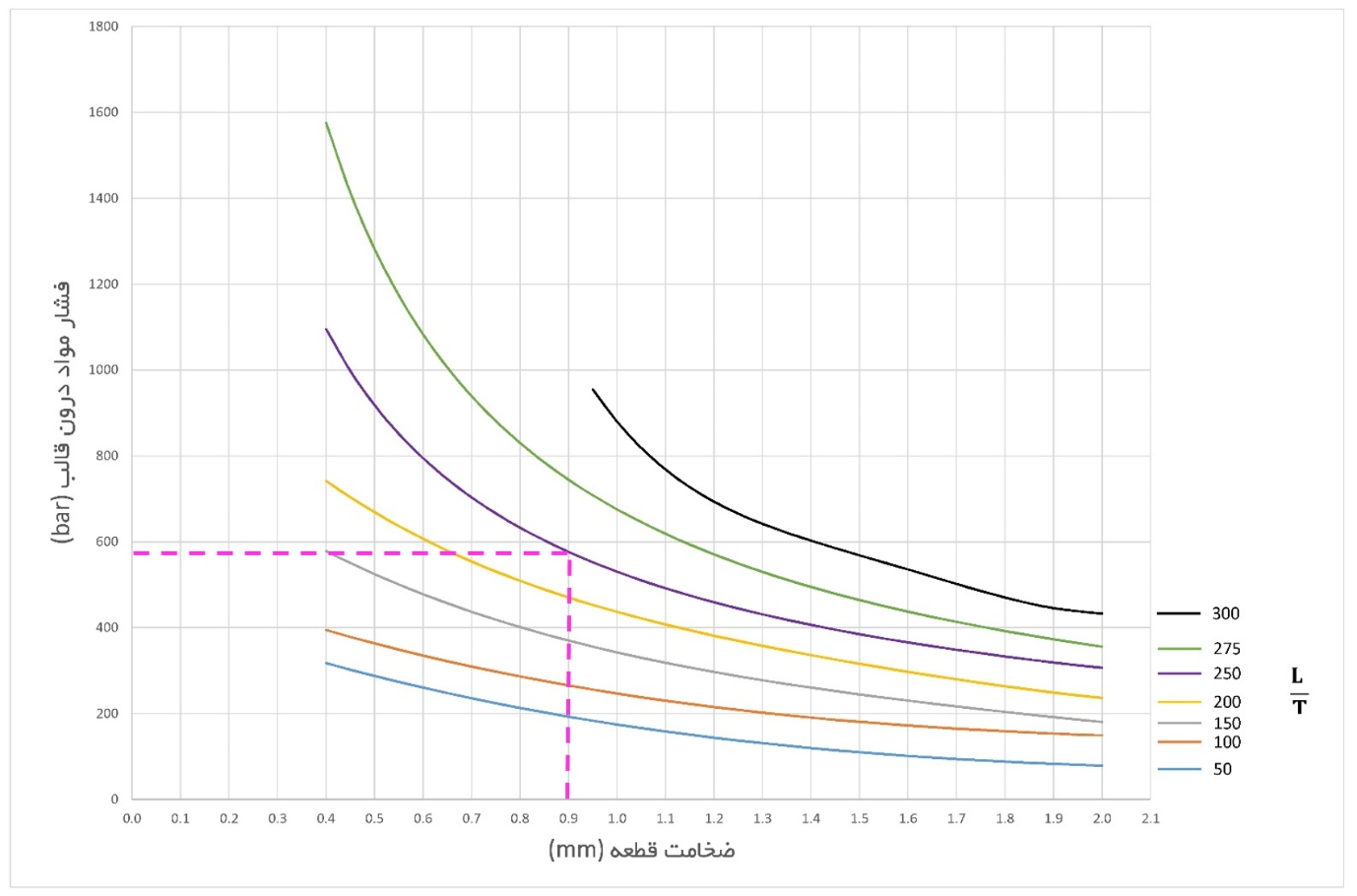
محاسبه ی دقیق فشار مواد درون قالب با استفاده از شبیه سازی نرم افزاری تزریق پلاستیک و یا تجهیز قالب به فشارسنج و یا سنسور فشار امکان پذیر است، اما از آن جا که این روش ها پر هزینه و وقت گیر هستند برای محاسبات سر انگشتی مناسب نیستند. تخمین سریع میانگین فشار تزریق با استفاده از جدول زیر انجام می شود که برای استفاده از آن ابتدا باید ضخامت دیواره ی قطعه (T) و حداکثر طول مسیر تزریق (L) اندازه گیری و نسبت بین آن ها (L/T) محاسبه شود.
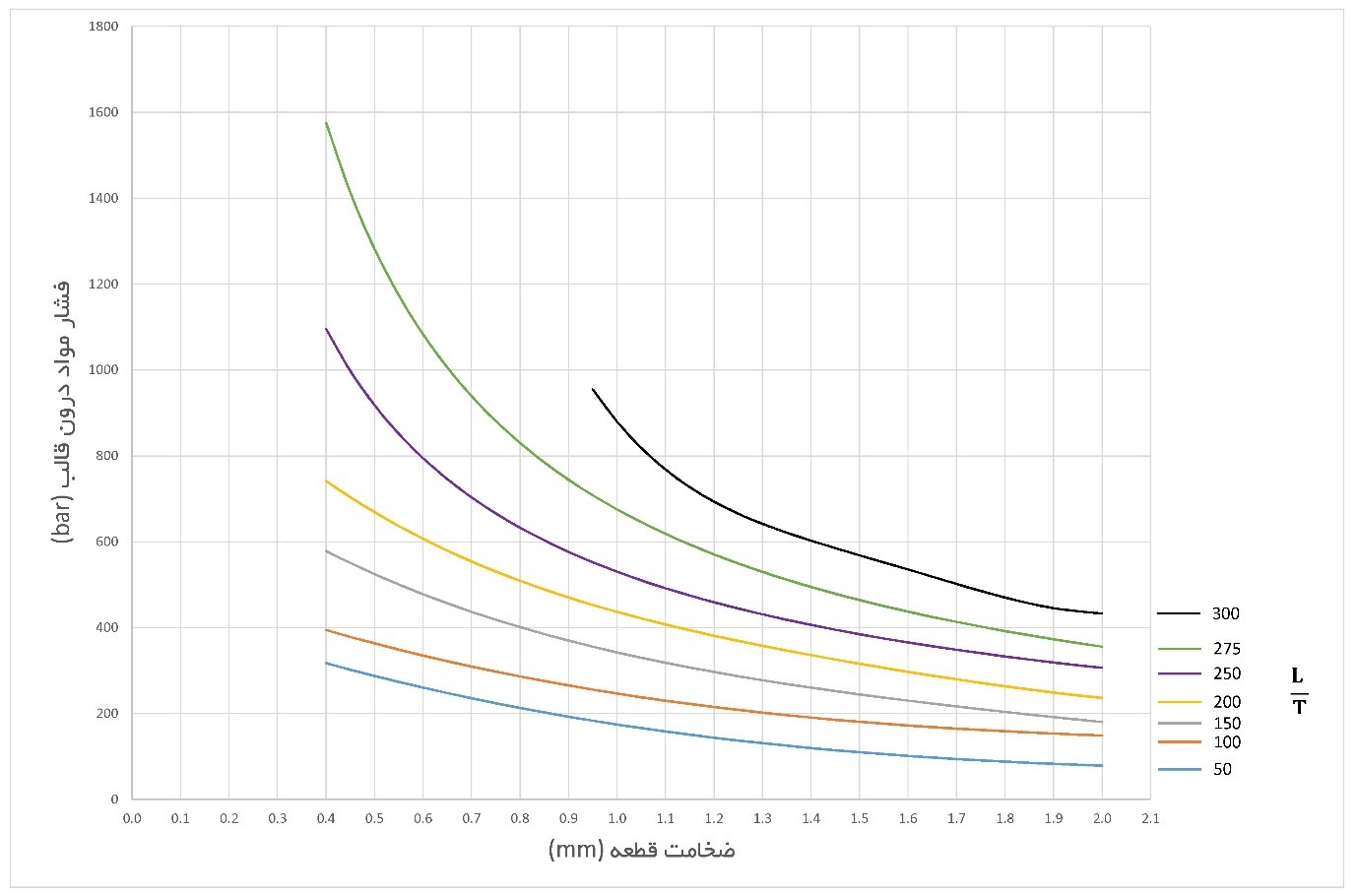
نقطه ی مشخص کننده ضخامت قطعه را بر روی محور افقی پیدا کنید. پس از محاسبه ی نسبت L/T، یکی از منحنی های رنگی که به عدد محاسبه شده نزدیک تر است را انتخاب کنید. خطی عمود بر محور ضخامت قطعه و از نقطه ی ضخامت آن رسم کرده و تا قطع منحنی L/T ادامه دهید. سپس از محل تقاطع خط ترسیم شده و منحنیL/T ، خطی افقی در جهت چپ ترسیم کنید. محل تقاطع این خط با محور عمودی، مقدار میانگین فشار مواد درون قالب را مشخص می کند.
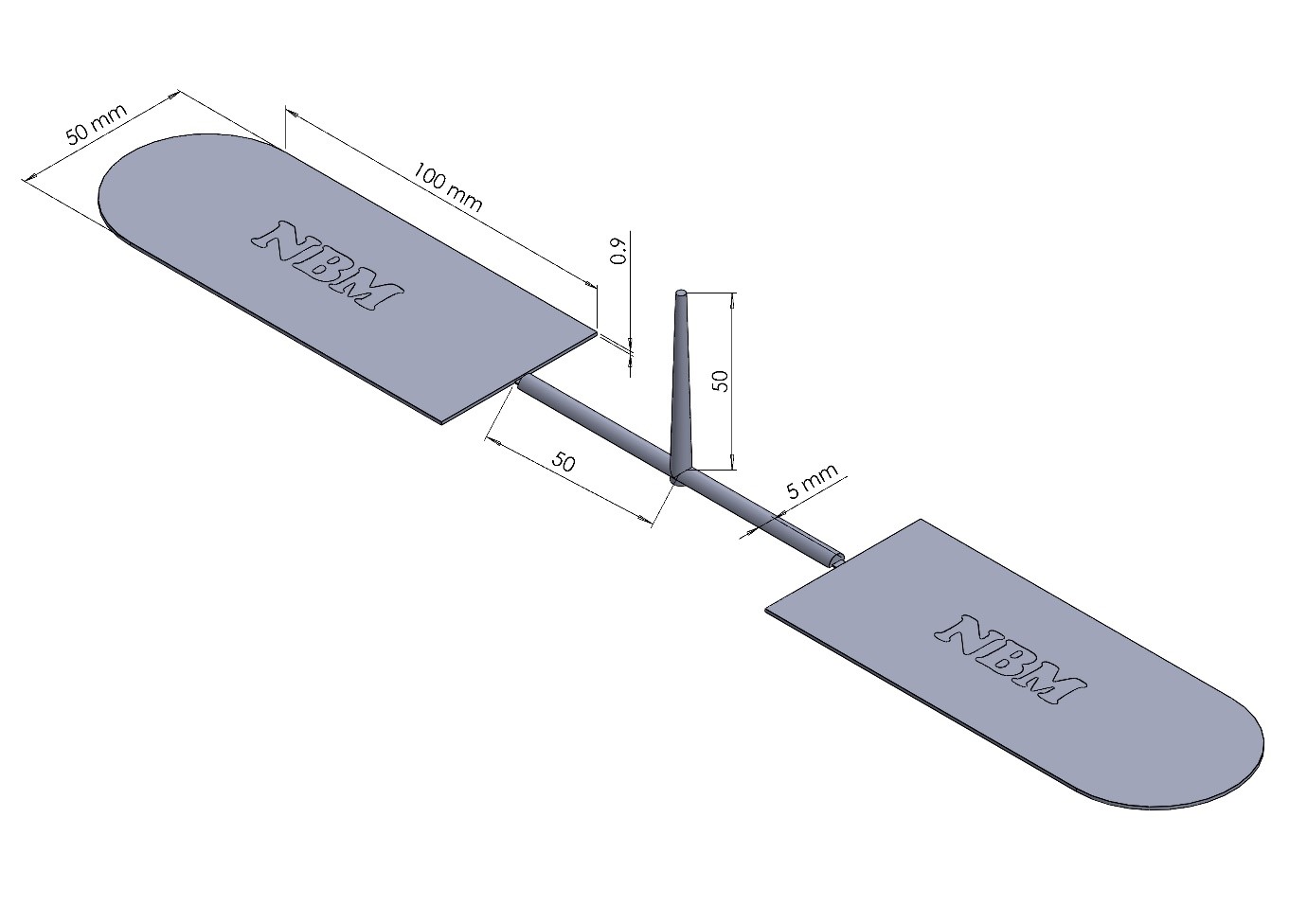
مثال: برای تولید تگ تبلیغاتی با ضخامت 0.9 mm از جنس ABS با قالب 2 کویته راهگاه سرد و چیدمان مطابق شکل زیر، دستگاه تزریق پلاستیک چند تن لازم است؟
- مرحله 1: ضریب جنس ABS را از جدول استخراج می کنیم. مطابق جدول این ضریب مقداری برابر با 1.45 – 1.55 دارد و ما در اینجا مقدار میانی یعنی 1.5 را در نظر می گیریم.
|
ضریب جنس |
نوع ماده اولیه |
|---|---|
|
1.0 |
PS, PE, PP |
|
1.3 – 1.35 |
PA, PBT, PETP |
|
1.35 – 1.45 |
CA, CAB, CAP, EVA, PEEL, PPVC |
|
1.45 – 1.55 |
ABS, ASA/AAS, POM |
|
1.55 – 1.70 |
PMMA, PC+ABS, PC+PBT |
|
1.70 – 1.90 |
PC, PES, PSU, PEEK, UPVC, PEI |
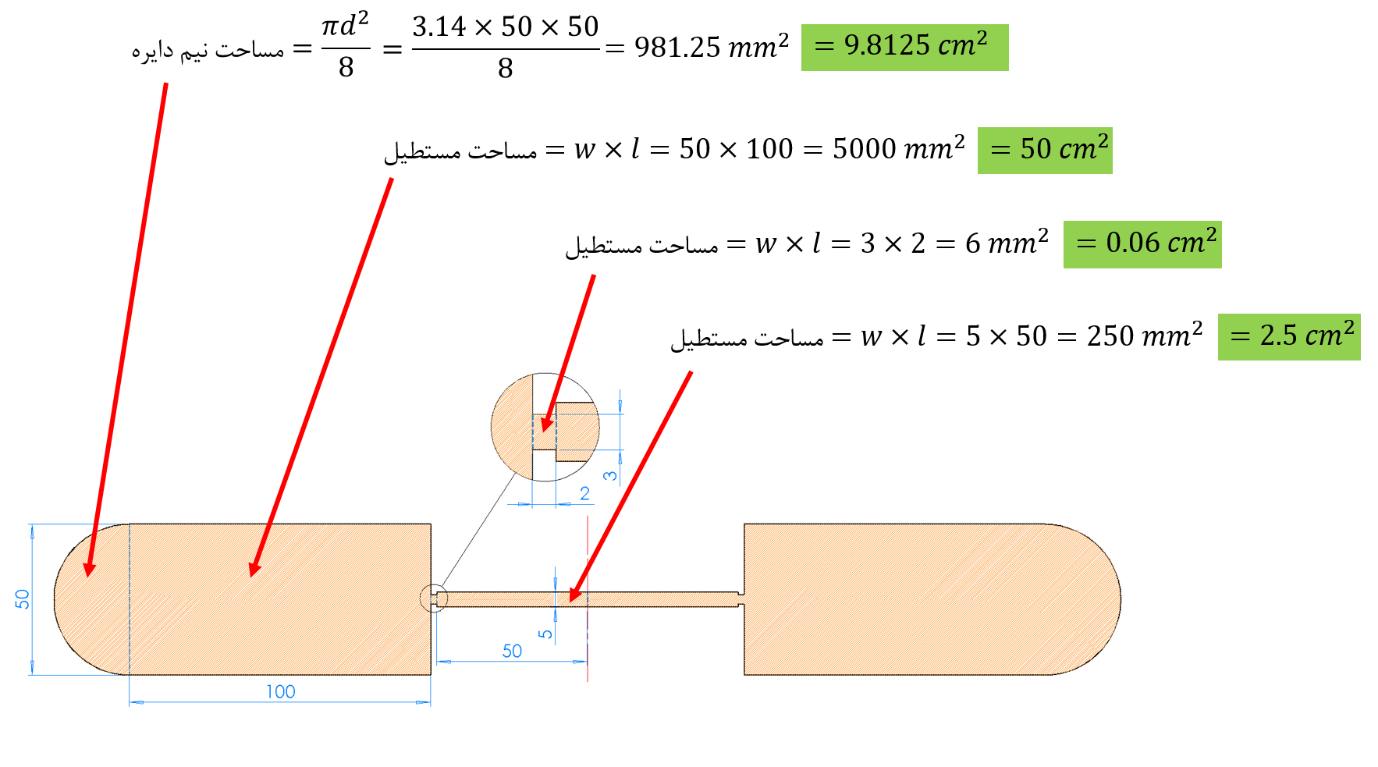
- مرحله 2: چیدمان قطعه درون قالب به صورتی است که قطعات به صورت قرینه در قالب قرار می گیرند، بنابر این مساحت مصور یکی از قطعات را به صورت زیر محاسبه کرده و حاصل را در 2 ضرب می کنیم:

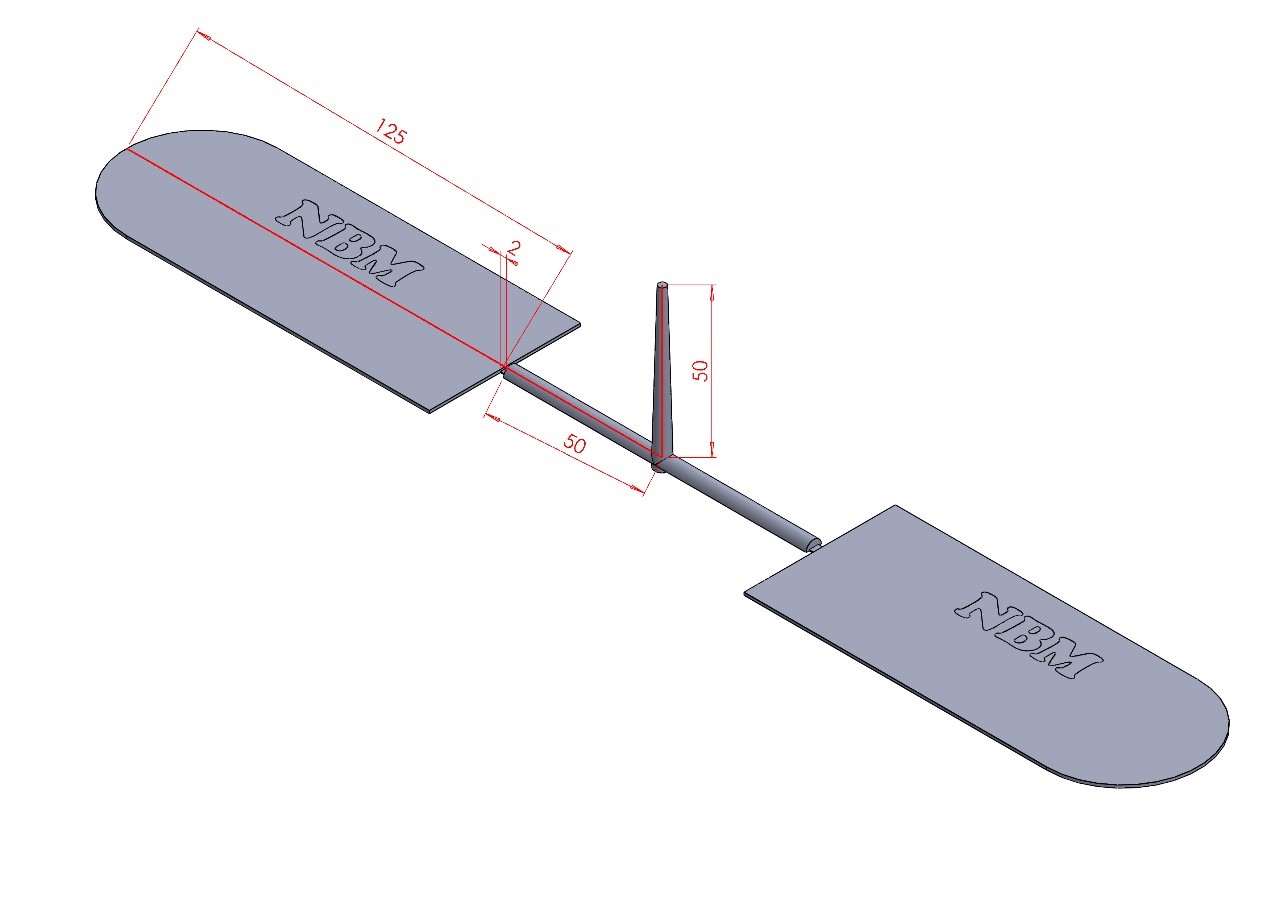
- مرحله 3: حداکثر طول مسیر تزریق (L) قطعه که با خط قرمز رنگ مشخص شده است را اندازه گیری می کنیم. دقت کنید که در اینجا نباید عدد به دست آمده را در تعداد کویته ها ضرب کنیم.
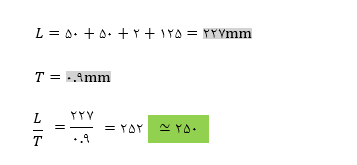
با استفاده از نمودار متناظر با نسب محاسبه شده مانند شکل زیر، مقدار میانگین فشار تزریق را برابر با 560 bar استخراج می کنیم.
- مرحله 4: در پایان مقادیر به دست آمده را در فرمول زیر قرار داده و نیروی مورد نیاز گیره را محاسبه می کنیم:
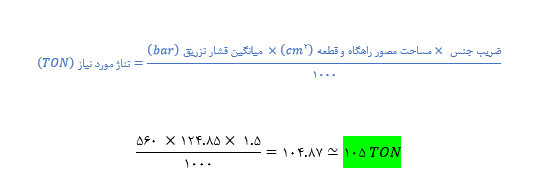
* یک دستگاه تزریق پلاستیک با حداقل نیروی گیره 105 تن برای تولید این قطعه مورد نیاز است.


){kind=link}
درود بر شما. خواهش میکنم راهنمایی بفرمایید که تو این بازار و با این قیمت مواد اولیه پلیمری، تولید چه قطعات پلاستیکی بیشترین سود رو داره.
بهترین برند دستگاه تزریق پلاستیک برای قطعه سازی خودرو و تولید ضربی رو معرفی کنید. با تشکر
با درود و سپاس. تولید قطعات خودرویی و تولید ضربی یا اجرتی تفاوت های اساسی با یکدیگر دارند، با این وجود دستگاه تزریق پلاستیک برند YIZUMI، سری A5 به دلیل دقت، تطبیق پذیری و دوام بسیار بالا، بهترین دستگاه تزریق پلاستیک برای تولید قطعات خودرو یا تولید اجرتی به شمار می رود.
راهنمای عیب یابی کامل دستگاه تزریق پلاستیک رو هم بذارید لطفا.
با درود و سپاس از شما. لطفا برای کسب اطلاع از زمان برگزاری دوره عیب یابی دستگاه تزریق پلاستیک و دریافت راهنمای جزوه مربوطه، با واحد آموزش نکو بهینه ماشین تماس بگیرید.
« دیدگاههای کهنهدیدگاههای تازهتر »