






همواره میبایست از سلامت گیره دستگاه تزریق پلاستیک بعنوان یک بخش بسیار مهم دستگاه اطمینان حاصل کرد. همانند انسان که برای داشتن بدنی سالم نیازمند رعایت برخی موارد است و توصیه شده است تا بصورت دورهای آزمایشات ضروری برای اطمینان از سلامت را انجام دهد، برای ماشین آلات صنعتی نیز رعایت نکاتی در حفظ سلامت آنها دارای اهمیت است. مولفههای متعددی در تضمین سلامت و افزایش عمر اجزاء گیره موثر هستند که بصورت خلاصه به برخی از آنها اشاره میشود:
-
- حفظ توازی صفحات گیره (صفحه ثابت و صفحه متحرک)
- نیروی قفل یکسان در هر تایبار
- روانکاری مناسب و به موقع بازوییها
- عدم استفاده از روغن بازیافتی در سیستم روانکاری
- استفاده از قالب با ابعاد متناسب گیره
- عدم استفاده از حداکثر نیروی قفل برای زمان طولانی تولید قطعات
- انجام بازدیدهای دورهای
- پرهیز از حرکت ضربهای گیره باز/بسته
در کنترل سلامتی گیره حفظ توازی صفحات و نیروی قفل یکسان تایبارها، دو مورد از مهمترین پارامترهای کلیدی هستند که همواره باید پس از هرگونه تعمیرات کنترل شوند و در صورت وجود شرایط و امکانات میتوان در بازدیدهای دورهای نیز مورد ارزیابی قرار بگیرند.
سنجش شرایط قفل گیره در تایبارها:
مطابق استاندارد Euromap7، حداکثر نیروی قفل گیره اندازهگیری شده میبایست به تناژ نامی دستگاه تزریق پلاستیک برسد. به بیان سادهتر اگر شرکت سازنده مدعی است که تناژ قفل گیره دستگاه تزریق پلاستیک برابر ۳۲۰ تن میباشد، در آزمون قفل گیره، باید بتوان این ۳۲۰ تن نیروی قفل گیره را مشاهده کرد و به این عدد نامی رسید. برای این هدف نیز استاندارد Euromap7 شرایط و ابزاری را مشخص کرده است که در ادامه به آن خواهیم پرداخت.
شاید سوالی مطرح شود که رسیدن به عدد قفل گیره نامی دستگاه تزریق پلاستیک، باید در چه فشار هیدرولیکی صورت بگیرد؟
آیا در این استاندارد، عدد فشار مورد نیاز ذکر شده است؟
پاسخ این سوالات منفی است و استاندارد Euromap7 میزان فشار مورد نظر ذکر نشده است. دلیل آن نیز کاملا روشن است زیرا این امر کاملا به طراحی دستگاه توسط شرکت سازنده مرتبط است. بطور مثال یک شرکت حداکثر فشار کاری سیستم خود را بر مبنای 140bar طراحی کرده و دستگاه شرکت دیگر بر اساس فشار 175bar کار میکند. لذا حداکثر فشار کاری دستگاهها میتواند متفاوت باشد و الزاما عدد ثابت و یکسانی برای این امر وجود ندارد. فرض کنید حداکثر فشار هیدرولیک دستگاه 140bar باشد، بنا به نظر استاندارد Euromap7 اگر دستگاه در فشار کمتر از 140bar نیز به تناژ نامی برسد تست مورد قبول است و همانطور که توضیح داده شد هدف تنها رسیدن به این عدد تناژ نامی است. بدیهی است اگر دستگاه تزریق پلاستیک نتواند حتی با بیشترین فشار هیدرولیکی نیز به تناژ نامی برسد، این تست از نظر استاندارد Euromap7 مردود خواهد بود.
اما میتوان اینگونه بیان کرد که انجام تست قفل گیره مطابق استاندارد Euromap7 برای رسیدن به عدد تناژ نامی دستگاه تزریق پلاستیک، بهتر است در حداکثر فشار هیدرولیکی دستگاه صورت گرفته و طراحی دستگاه توسط شرکت سازنده نیز بر این اساس باشد. در حالتی که گیره دستگاه تزریق پلاستیک در فشار کمتری به نیروی قفل نامی برسد نشان میدهد که اگر فشار هیدرولیک تا حد بالای تعریف شده افزایش داده شود، طبیعتا نیروی قفل وارده به گیره نیز بیشتر خواهد شد که این امر چندان مناسب نخواهد بود. هدف استاندارد Euromap7 این است که کار بتواند از حداکثر تناژ نامی دستگاه استفاده کند، اگر در دستگاهی با فشار حداکثر، نیروی قفل گیره بیشتری از تناژ نامی دستگاه حاصل شود و کاربر از این شرایط برای مدت نسبتا طولانی استفاده کند، موجب آسیب شدید به اجزاء گیره خواهد شد.
با وجود استاندارد بودن شرایط گیره نیز توصیه همیشگی به کاربران دستگاه هموراه این است که تلاش شود از حداکثر نیروی قفل گیره برای مدت طولانی استفاده نشود.
همانگونه که مطرح شد هدف استاندارد Euromap7 رسیدن به تناژ نامی دستگاه است، اما نکته بسیار مهمی نیز وجود دارد که در دستگاههای دارای تایبار، نیروی قفل وارده بر هر یک از چهار تایبار میبایست یکسان باشد تا توازن نیروی قفل اعمالی به آنها حفظ شود. در دستگاههای تزریق پلاستیک که از سیستم گیره بازویی بهره میبرند، یکسان بودن نیروی وارده بر هر تایبار از اهمیت بالایی برخوردار میباشد، زیرا عدم توازن نیروی وارده موجب آسیب شدید به قالب، گیره دستگاه تزریق پلاستیک و در نهایت بریدن تایبار خواهد شد.
استاندارد Euromap7 بیان میکند که برای انجام تست قفل گیره باید از Test Block مناسب برای هر تناژ استفاده شود. این Test Block میتواند به دو صورت زیر ساخته شود.
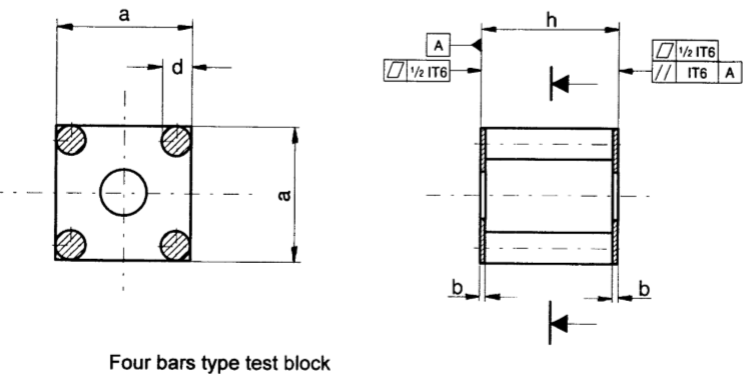
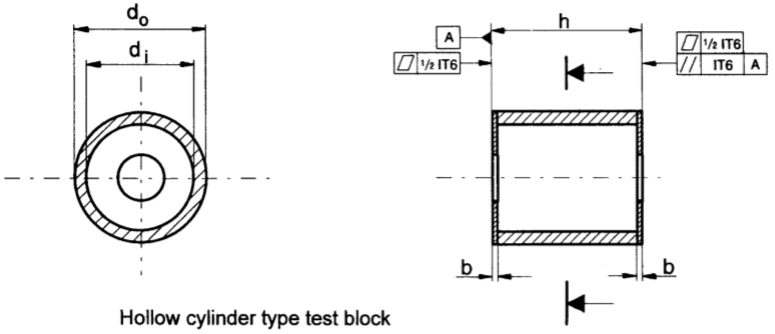
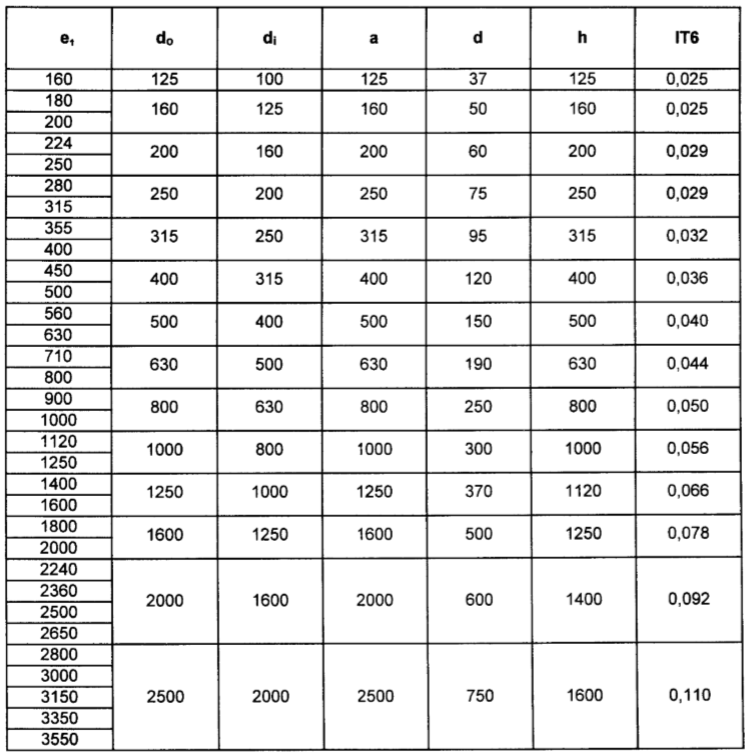
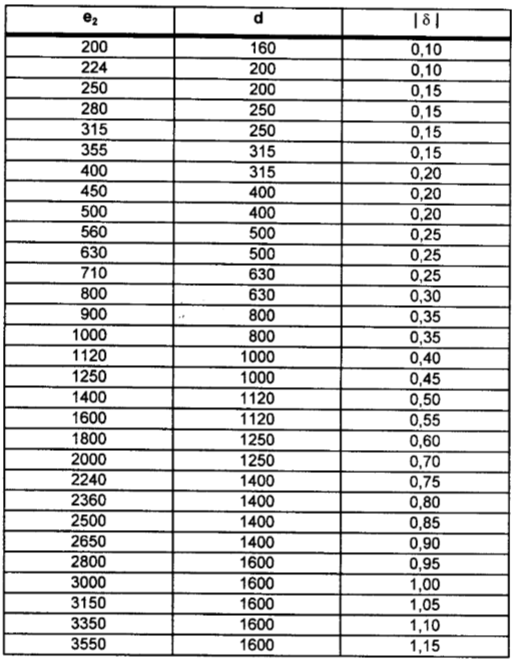
جدول زیر نیز بیانگر ابعاد Test Block مورد نیز بر اساس فاصله بین تایبار را معرفی مینماید:
در این تست بهترین ابزار استفاده از کرنشسنج برای اندازهگیری و محاسبه نیروی قفل گیره و میزان بار وارده بر هر تایبار در حین کارکرد دستگاه تزریق پلاستیک میباشد. با استفاده از این سیستم اندازهگیری در تنظیم عملکرد دقیق گیره و یکسان بودن کشش در هر چهار تایبار، سلامت گیره دستگاه تزریق پلاستیک بهبود مییابد.
در صورتی که کشش در هر تایبار یکسان نباشد، نیرویی که در اثر قفل گیره ایجاد میشود روی یکی از تایبارها بیشتر شده و علاوهبر آسیب و بریده شدن آن تایبار، به مرور زمان باعث تغییر در توازی صفحات گیره میشود. از بین رفتن توازی صفحات ثابت و متحرک دستگاه موجب آسیب و فشار شدید به قالب شده و ضمن از بین رفتن دقت قالب در حین کار، عیوب قطعات تولیدی همانند پلیسه کردن قطعات را نیز بدنبال خواهد داشت.
آسیب قالب، از بین رفتن کیفیت قطعات تولیدی، بریده شدن تایبار و عیوب مکانیکی در بازوییها همگی ضمن تحمیل هزینه تعمیرات قالب و دستگاه، موجب متوقف شدن خط تولید جهت انجام تعمیرات نیز میشوند که در دنیای رقابتی امروز توقف خط تولید و از دست رفتن زمان برای تولیدکننده به نوبه خود هزینه دیگری است که تولیدکننده را از رقابت در صنعت پلاستیک باز میدارد.
ارزیابی توازی صفحات گیره:
حفظ توازی دو صفحات گیره دستگاه تزریق پلاستیک نیز یکی از پارامترهای اساسی است که میبایست همواره مورد توجه و کنترلر قرار بگیرد. توازی دو صفحه ثابت و متحرک از آنجا اهمیت پیدا میکند که در صورت عدم توازی این دو صفحه، به هنگام گیره بسته بدلیل نیروی قفل زیاد نوعی ناهمگونی و غیر یکنواختی در توزیع نیرو در قسمتهای گیره بوجود میآید که میتواند موجب تابیده شدن صفحه متحرک به یک سمت گردد که این امر نیز فشار زیادی را به اجزاء دیگر همانند بازوییها وارد کرده، توزیع نیروی یکسان قفل گیره در هر تایبار را برهم زده و در طولانی مدت آسیب بسیار شدیدی را به مجموعه گیره وارد مینماید.
همچنین توازی صفحات میتواند ضامن سلامت قالب نیز باشد و از سایش دو نیمه قالب جلوگیری میکند.
توازی صفحات را میتوان در سه وضعیت بررسی کرد:
- حالت گیره بسته و در حالت قفل با حضور Test Block (گیره بسته با بار)
- حالت گیره بسته و بدون حضور Test Block (گیره بسته بدون بار)
- حالت گیره باز در موقیعیت تعریف شده
لازم به ذکر است که بررسی توازی صفحات در استاندارد Euromap تنها در حالت گیره بسته با بار مطرح شده است که بیشترین فشار به گیره در این حالت وجود دارد. در حالت گیره بسته بدون بار از آنجایی که نیرویی بر اجزاء گیره وارد نمیشود معیارهای سنجش متفاوت خواهد بود. مطابق استانداردهای رسمی کشور چین (GB) توازی صفحات در هر دو وضعیت گیره بسته با بار و گیره بسته بدون بار تعریف شده است.
در نوع سوم گیره را تا اندازهای معین باز کرده و توازی را در این حالت نیز اندازهگیری میکنند که این وضعیت صرفا برای کنترل خط تولید شرکتهای سازنده میباشد فلذا معیار اندازهگیری آن نیز مخصوص همان شرکت بوده که معرف یکنواختی کیفیت خط تولید میباشد.
بدلیل اهمیت اندازهگیری توازی صفحات در وضعیت گیره بسته با بار، در ادامه شرایط تست گیره در این حالت بر اساس استاندارد Euromap9 توضیح داده خواهد شد. شکل زیر نمایی از صفحه ثابت دستگاه تزریق پلاستیک بوده که از سمت واحد تزریق به آن نگاه شده و کنترلر دستگاه تزریق پلاستیک در سمت چپ آن قرار دارد. در استاندارد Euromap9 محل قرارگیری ساعت اندازهگیری میان دو تایبار و در محلهای نشان داده شده ۱الی ۴ میباشد.
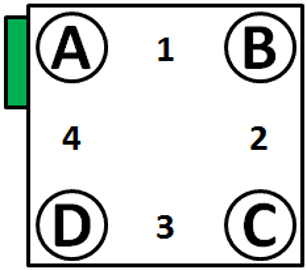
بدین ترتیب در تست توازی صفحات گیره دستگاه تزریق پلاستیک چهار عدد (d) بدست میآید که اختلاف آنها مطابق رابطه زیر تعیین کننده سلامت آزمون توازی میباشد:
A=d1-d3
B=d2-d4
بدین ترتیب میبایست هر دو پارامتر A و B در محدوده مجاز قرار داشته باشد.
- شرکت NBM به شما توصیه میکند:
همواره به یاد داشته باشید تنها ساعت کردن گیره برای توازی صفحات ضامن سلامت گیره نبوده و استفاده از دستگاه strain gauge جهت یکسانسازی کشش در چهار تایبار امری ضروری و حیاتی میباشد، لذا هرگز تعمیرات گیره دستگاه تزریق پلاستیک توسط تعمیرکار را بدون استفاده از strain gauge قبول نکنید.



{kind=link}
طول عمر سیلندر و ماردون دستگاه تزریق در شرایط معمولی چقدره؟ مواد مصرفیمون PP آسیابی و پلی اتیلن نو همراه با ضایعات راهگاهه و دستگاه 24 ساعته در حال کاره.
لطفا قیمت و مشخصات دستگاه عمود تزریق میز کشویی دار 100 گرم و 200 گرم و دستگاه تزریق افقی 320 تن رو اعلام کنید.
با درود و سپاس از شما. استعلام قیمت دستگاه های مورد نظرتان، به ایمیل شما فرستاده شد.
مشتری مداری این شرکت درجه یک و فوق العاده است. من چند تا سوال در مورد دستگاه تزریق پلاستیک داشتم که مهندس فروش شرکت با صبر و حوصله کامل راهنمایی کردن.
دیدگاههای تازهتر »