






سرنگ چیست؟ معرفی خط تولید سرنگ با دستگاه تزریق پلاستیک
سرنگ یک وسیله و ابزار حیاتی با کاربردی روز افزون در صنعت تجهیزات پزشکی است که از آن برای تزریق دارو، نمونه گیری خون و دیگر کاربردهای پزشکی استفاده می شود. سرنگهای یکبارمصرف به گونهای طراحی می شوند که تا حد ممکن ایمن، بهداشتی و به آسانی قابل استفاده باشند و فرآیند تولید آنها باید معیارهای کنترل کیفیت دقیقی را رعایت کند تا اطمینان حاصل شود که الزامات و استانداردهای نظارتی برآورده میشوند.
فرآیند تولید سرنگ های پزشکی شامل مراحل مختلفی از جمله انتخاب مواد اولیه، تزریق پلاستیک، مونتاژ، کنترل کیفیت، بسته بندی و استریلیزاسیون است. هر مرحله از فرآیند نیازمند توجه دقیق به جزئیات است و ممکن برای انجام آن به ماشین آلات تخصصی نیاز باشد تا اطمینان حاصل شود که محصول نهایی ایمن، موثر و با کیفیت است.
اهمیت سرنگ با کیفیت و استریل را نمی توان نادیده گرفت چرا که در کاربردهای پزشکی، سرنگ های آلوده یا معیوب می توانند منجر به عوارض جدی برای سلامتی بیماران، از جمله انتقال بیماری های عفون و سایر واکنش های نامطلوب شوند. بنابراین، تولیدکنندگان سرنگ و تجهیزات پزشکی دارای کلاس خطر باید الزامات و استانداردهای نظارتی دقیقی را رعایت کنند تا اطمینان حاصل شود که سرنگ های تولید شده استانداردهای ایمنی و عملکردی را برآورده می کنند.
در این مقاله راهنمای جامعی در مورد فرآیند ساخت، ماشین آلات، خط تولید و الزامات کارخانه تولید سرنگ استریل با کاربرد پزشکی را ارائه خواهیم کرد. همچنین مواد اولیه مورد استفاده در ساخت سرنگ، فرآیند تزریق پلاستیک قطعات سرنگ، مونتاژ سرنگ، کنترل کیفیت و آزمایش، ماشین آلات مورد نیاز، الزامات کارخانه، بسته بندی، برچسب گذاری و استریلیزاسیون را بررسی خواهیم کرد. در پایان با خواندن این مقاله درک جامعی از فرآیند تولید سرنگهای پزشکی و اهمیت رعایت الزامات تولید و استانداردهای نظارتی و کیفی بدست خواهید آورد.
برای مشاهده مقالهی تولید تجهیزات پزشکی با دستگاه تزریق پلاستیک به تولید تجهیزات پزشکی با تزریق پلاستیک ✅ | نکو بهینه ماشین (nbmmachinery.com) مراجعه نمایید.
بخش 1: سرنگ استریل از چه مواد اولیهای ساخته می شود؟
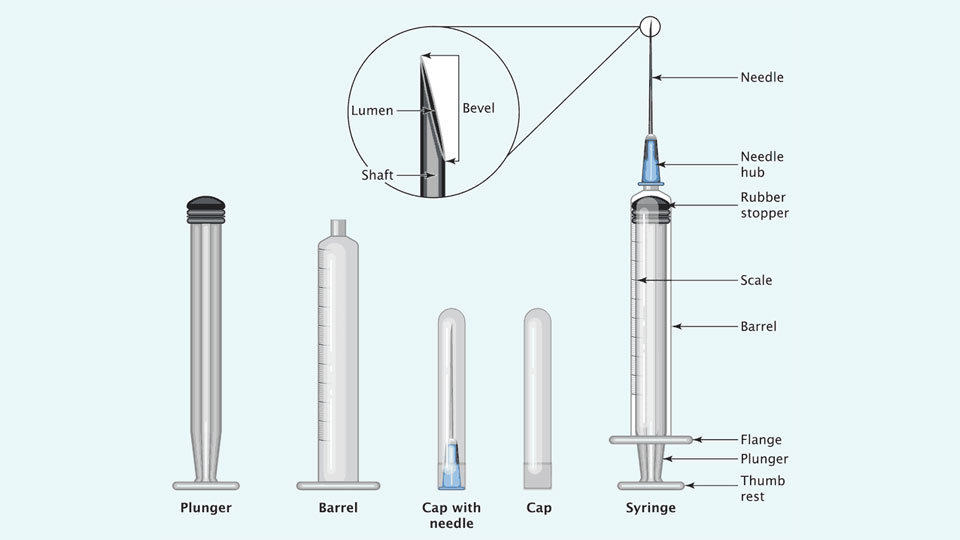
به طور کلی سرنگ ها از چندین قطعه شامل محفظه یا سیلندر، پیستون و سوزن تشکیل می شوند. مطابق طراحی محصول، هر یک از این بخش ها از مواد اولیه خاصی ساخته می شوند تا سرنگ تولید شده به بهترین شکل ممکن کار کند.

مواد اولیه تولید محفظه یا سیلندر سرنگ:
محفظه سرنگ بخشی از سرنگ است که به شکل استوانه ای مدرج است و دارو را در خود نگه می دارد. به طور معمول، محفظه سرنگ از پلی پروپیلن (PP)، پلی اتیلن با چگالی بالا (HDPE)، پلی اتیلن با چگالی کم (LDPE) یا پلیمر سیکلو الفین (COP) ساخته می شوند. HDPE و LDPE موادی مقرون به صرفه هستند و در اغلب موارد برای تولید سرنگ های استریل و سرنگ انسولین مورد استفاده قرار می گیرند، در حالی که COP ماده ای گران تر است که برای تولید سرنگ های فوق العاده با کیفیت و دارای کارایی خاص مانند سرنگ های از پیش پر شده استفاده می شود. پلیمر سیکلو الفین (COP) شفافیت عالی را ارائه می دهد، استحکام بالایی دارد و در برابر واکنش های شیمیایی مقاوم است به همین دلیل برای تزریق داروهای با ویسکوزیته زیاد که تزریق آن ها نیاز به اعمال نیروی بیشتری دارد و یا بایستی محتوای سرنگ به خوبی قابل مشاهده باشد به کار برده می شود.

مواد اولیه تولید پیستون سرنگ:
پیستون بخشی از سرنگ است که دارو را با استفاده از آن از محفظه خارج می شود. پیستون سرنگ معمولا از دو بخش از گسکت و پلانجر تشکیل می شود. گسکت وظیفه تامین آب بندی میان پیستون و محفظه سرنگ را بر عهده دارد و معمولاً از لاستیک یا پلاستیک انعطاف پذیر ساخته می شود. پلانجر همانند دستگیره پیستون عمل می کند و با اعمال فشار بر روی آن، عمل تزریق انجام می پذیرد. پیستون های دو تکه با گسکت لاستیکی بیشتر مورد استفاده قرار می گیرند چرا که آب بندی بهتری ایجاد کرده و از ورود هوا به داخل سرنگ جلوگیری می کنند. با این حال، پیستون های پلاستیکی یک تکه نیز در برخی از کاربردها استفاده می شوند، برای مثال برای تزریق داروهایی که با مواد لاستیکی واکنش نشان می دهند.

مواد اولیه تولید سوزن سرنگ:
سر سوزن سرنگ همان قسمتی از سرنگ است که به پوست یا بافت بدن بیمار نفوذ می کند. مجموعه سر سوزن سرنگ معمولاً از چند قطعه شامل هاب، شفت و درپوش یا کپ ساخته می شود. هاب سوزن و درپوش یا کپ از جنس پلاستیک تزریقی ساخته می شوند، اما شفت سوزن معمولاً از جنس فولاد ضد زنگ (استنلس استیل) یا آلیاژهای نیکل-کروم ساخته می شود. فولاد ضد زنگ رایج ترین ماده اولیه مورد استفاده برای ساخت شفت سوزن سرنگ است زیرا مقرون به صرفه و فوق العاده بادوام است. در برخی از کاربردهای خاص، می توان شفت سوزن را با سیلیکون یا تفلون پوشش داد تا اصطکاک سوزن با پوست کاهش یافته و تزریق آسان تر انجام شود.
توجه به این نکته مهم است که کیفیت مواد اولیه مورد استفاده در ساخت سرنگ بسیار مهم است. مواد اولیه بی کیفیت می توانند منجر به مشکلات جدی یا تهدید سلامت بیمار شوند به همین دلیل استفاده از مواد اولیه با گرید مدیکال یا پزشکی اهمیت ویژه ای دارد. تولیدکنندگان سرنگ باید از مواد اولیه مورد تایید سازمان های مربوطه مانند FDA یا اداره کل تجهیزات پزشکی استفاده کنند و آنها را تحت اقدامات کنترل کیفیت دقیق قرار دهند تا اطمینان حاصل شود که سرنگ های تولید شده الزامات و استانداردهای نظارتی را برآورده می کنند.
بخش 2: فرآیند تولید سرنگ استریل با دستگاه تزریق پلاستیک
فرایند تزریق پلاستیک شالوده اصلی خط تولید سرنگ های پزشکی است. در این قسمت، مرور کوتاهی بر فرآیند تزریق پلاستیک، دستگاه تزریق پلاستیک مخصوص تولید تجهیزات پزشکی به منظور تولید محفظه و پیستون سرنگ و اهمیت کنترل دقیق دما و فشار در فرآیند تزریق قطعات سرنگ ارائه میکنیم. همچنین در مورد طراحی و نگهداری قالب سرنگ نکاتی را بازگو خواهیم کرد که برای حفظ کیفیت محصول نهایی اهمیت ویژه ای دارند.
برای کسب اطلاعات بیشتر در مورد دستگاه تزریق پلاستیک به صفحه دستگاه تزریق پلاستیک | نکو بهینه ماشین (nbmmachinery.com) مراجعه نمایید.

مرور کوتاهی بر فرآیند تزریق پلاستیک:
فرآیند تزریق پلاستیک شامل ذوب مواد خام پلیمری (ترموپلاستیک ها) و تزریق آن ها به داخل حفره قالب برای ایجاد شکل مورد نظر است. در پایان قالب سرد شده و محصول نهایی خارج می شود. این فرآیند را در خصوص تولید سرنگ می توان به پنج مرحله اصلی تقسیم کرد: آماده سازی مواد، بارگیری، تزریق، خنک سازی و پران.
در صورت تمایل به کسب اطلاعات بیشتر درباره فرایند تزریق پلاستیک مقاله “تزریق پلاستیک چیست؟” را مطالعه فرمایید.


دستگاه تزریق پلاستیک مخصوص تولید سرنگ:
دستگاه تزریق پلاستیک مورد استفاده برای تولید محفظه و پیستون سرنگ معمولاً از نوع دستگاه های تزریق هیدرولیکی مدیکال یا دستگاه های تمام برقی (الکتریکی) است. تفاوت های اصلی دستگاه تزریق سرنگ با دستگاه های تزریق پلاستیک یونیورسال در سازگاری بیشتر با کلین روم و دقت و قابلیت تکرار پذیری بالاتر نهفته است. از آن جا که تولید سرنگ باید در محیط بهداشتی و عاری از آلودگی (کلین روم) انجام شود، دستگاه تزریق پلاستیک تمام برقی بهترین گزینه برای انجام این کار است. همچنین برخی از دستگاه های تزیق پلاستیک هیدرولیکی یا هیبریدی اختصاصاً برای تولید تجهیزات پزشکی بهینه سازی شده اند که به آنها دستگاه تزریق پلاستیک مدیکال گفته می شود. این دستگاه ها علاوه بر دارا بودن از قدرت، دقت و قابلیت تکرارپذیری بالا، از ویژگی های سازگار با اتاق تمیز نیز برخوردار هستند.
اهمیت کنترل دقیق دما و فشار در فرایند تولید سرنگ:
دما و فشار بارگیری و تزریق از جمله پارامترهای کلیدی در فرآیند تزریق پلاستیک هستند، اما در هنگام تولید سرنگ به علت برخورداری این محصول از دقت و حساسیت عملکرد، کنترل دقیق دما و فشار اهمیتی دو چندان می یابد. دمای پلاستیک در عملیات بارگیری و تزریق باید با دقت کنترل شود تا پلاستیک مذاب با ویسکوزیته مناسب به قالب تزریق شده و از سوی دیگر از تغییر خواص مواد در اثر سوختگی جلوگیری گردد. همچنین کنترل فشار بارگیری و تزریق از این نظر اهمیت دارد که که مواد با چگالی یکنواخت حفره قالب را پر کنند و قطعاتی با بالاترین ثبات کیفی تولید شوند.
معمولاً قطعات پلاستیکی سرنگ مانند محفظه، پیستون، هاب و کپ سر سوزن توسط دستگاه های مختلفی تولید می شوند و سپس توسط دستگاه های تمام اتوماتیک، مونتاژ می شوند. برای انجام صحیح فرایند مونتاژ سرنگ و کارکرد صحیح ماشین آلات آن، ثبات کیفیت و پایداری ابعادی قطعات سرنگ از اهمیت حیاتی برخوردار است، به همین علت کنترل دما و فشار در فرایند تزریق سرنگ باید با دقت ویژه ای مورد توجه قرار گیرد.
طراحی قالب سرنگ و اصول نگهداری از قالب سرنگ:
طراحی اصولی قالب سرنگ از جمله مهم ترین عوامل در تضمین کیفیت و عملکرد صحیح محصول نهایی است. سیستم های راهگاه، گردش آب و مکانیزم پران قالب سرنگ باید با دقت و توجه طراحی شوند تا سرنگ های تولید شده از آزمون های کنترل کیفی سر بلند بیرون آیند. همچنین برای دستیابی به تلرانس های هندسی و ابعادی استاندارد تولید سرنگ، ماشین کاری دقیق قطعات قالب ضروری است. چنانچه قالب محفظه سرنگ استریل به سیستم راهگاه گرم مجهز است، قطعات مورد استفاده در آن مانند کنترلر دمای راهگاه، منیفولد و نازل باید از میان قطعات با کیفیت و برندهای معتبر انتخاب شوند.
نگهداری صحیح از قالب های تزریق پلاستیک همواره یکی از عوامل موثر در کیفیت محصولات تولیدی و طول عمر قالب است. تدوین و پیروی از برنامه نگهداری و تعمیرات پیشگیرانه قالب می تواند به صورت بالقوه از بروز مشکلاتی مانند گرفتگی راه آب قالب در اثر رسوبات آب، خط و خش افتادن بر روی قطعات قالب، شکستن سنبه ها و استهلاک زودهنگام قالب سرنگ را جلوگیری کند. نگهداری قالب سرنگ به صورت کلی شامل نظافت مرتب، رسوب زدایی و در صورت نیاز انجام به موقع تعمیرات پیشگیرانه است.
بخش 3: فرایند مونتاژ سرنگ یکبارمصرف استریل
مونتاژ سرنگ استریل پزشکی یکی از مهم ترین مراحل در فرآیند تولید این محصول است. در این بخش، مروری بر فرآیند مونتاژ سرنگ، دستگاه اتوماتیک مونتاژ سرنگ، انواع مختلف روشهای مونتاژ و اهمیت مونتاژ مناسب سرنگهای استریل خواهیم داشت.
فرآیند مونتاژ سرنگ چگونه انجام می شود؟
فرآیند مونتاژ سرنگ شامل اتصال لوله یا محفظه سرنگ، پلانجر پیستون، گسکت و قطعات سر سوزن به یکدیگر است. این فرآیند معمولاً کاملاً خودکار انجام گرفته و نیازمند استفاده از ماشینآلات تخصصی مونتاژ اتوماتیک است. مونتاژ سرنگ را می توان به چند مرحله تقسیم کرد، از جمله اتصال گسکت به پلانجر پیستون، تراز کردن پیستون و قرار دادن پیستون در محفظه و همچنین مراحل جداگانه ای برای مونتاژ قطعات سر سوزن سرنگ.
برای مونتاژ سرنگ از چه دستگاهی استفاده می شود؟
ماشینآلاتی که برای مونتاژ سرنگ استفاده میشوند معمولاً به صورت سفارشی و بر اساس طراحی سرنگ ساخته می شوند. برای خرید دستگاه مونتاژ سرنگ ابتدا باید نمونه اجزای سرنگ را در اختیار سازنده دستگاه مونتاژ قرار دهید تا مطابق آنها سورترها و دستگاههای مونتاژ محفظه، پیستون و سوزن طراحی شوند. این ماشینها از تجهیزات پیشرفته و اتوماسیون صنعتی برای اطمینان از مونتاژ یکنواخت و دقیق قطعات سرنگ استفاده میکنند.
انواع مختلفی از روش های مونتاژ برای تولید سرنگ استفاده می شود، از جمله آن ها می توان به مونتاژ با انتقال چرخشی، انتقال خطی و مونتاژ با حرکت پیوسته اشاره کرد. انتخاب روش مونتاژ مناسب به عواملی مانند حجم تولید و پیچیدگی طراحی سرنگ بستگی دارد.
اهمیت مونتاژ مناسب برای سرنگ های استریل پزشکی:
انجام فرایند مونتاژ مناسب برای کسب اطمینان از پاکیزگی و ایمن بودن سرنگ ها برای مصرف بسیار مهم است. هر گونه آلودگی یا اشتباهی در فرایند مونتاژ می تواند منجر به انتقال بیماری های عفونی یا سایر خطرات سلامتی برای بیماران شود. بنابراین، تولیدکنندگان سرنگ باید استانداردهای کنترل کیفیت را به دقت رعایت کنند و آزمایشات گسترده ای را برای اطمینان از ایمنی و کارایی سرنگ های خود انجام دهند.
مونتاژ سرنگ یک مرحله کلیدی در فرآیند تولید سرنگ است. در اغلب مواقع دستگاه های مونتاژ خودکار برای مونتاژ سرنگ استفاده میشوند و انواع مختلفی از روشهای مونتاژ بسته به حجم تولید و پیچیدگی طراحی سرنگ به کار برده می شوند. مونتاژ مناسب برای اطمینان از استریل بودن و ایمنی سرنگ ها برای استفاده بیمار ضروری است.
بخش 4: کنترل کیفیت و آزمون عملکردی سرنگ
کنترل کیفیت و انجام آزمون های کیفی از مهم ترین مراحل تولید سرنگ یکبارمصرف است. در این بخش به اهمیت کنترل کیفیت، فرآیند تست سرنگ، انواع مختلف تست ها و اهمیت رعایت الزامات و استانداردهای نظارتی می پردازیم. برای تولید انواع سرنگ استانداردهای عمومی و اختصاصی مختلفی وجود دارد که بر اساس نوع سرنگ و موارد مصرف آن، رعایت تعدادی از این استانداردها ضروری است، برای نمونه می توان به استانداردهای ISO 7886، ISO 8537و ISO 11040 اشاره کرد. همچنین برخی از الزامات و استانداردهای تولید سرنگ از جمله استاندارد سیستم مدیریت کیفیت ISO 13485، با ضوابط تولید سایر تجهیزات پزشکی مشترک است.
کنترل کیفیت برای اطمینان از ایمنی و کارکرد موثر سرنگ برای استفاده بر روی بیمار بسیار مهم است. تولیدکنندگان سرنگ باید مطابق با استانداردها، اقدامات کنترل کیفی دقیقی را برای جلوگیری از نقص عملکردی و اطمینان از اینکه سرنگ الزامات نظارتی و استانداردهای عمومی و اختصاصی محصول را برآورده میکند، اجرا نمایند.
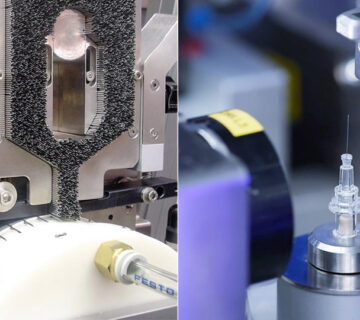
فرآیند آزمایش سرنگ شامل یک سری آزمون کنترل کیفیت می شود که برای اطمینان از عملکرد موثر و ایمن سرنگ، طراحی شده اند. این تست ها به طور کلی شامل بازرسی چشمی، تست عملکردی، تست زیست سازگاری و تست میکروبی می شود. فرآیند نمونه برداری و انجام آزمون معمولاً در طی مراحل مختلف تولید، از آماده سازی مواد اولیه تا بسته بندی و استریلیزاسیون محصولات نهایی انجام می شود.
بازرسی چشمی سرنگ برای شناسایی هر گونه نقص یا ناهنجاری در ظاهر سرنگ مانند ترک، پلیسه یا تغییر رنگ انجام می شود. آزمون های عملکردی، کارکرد صحیح و موثر مجموعه سرنگ را بررسی می کنند، مانند آزمایشات عملکرد مکانیکی سرنگ (مندرج در ISO 11608)، انطباق لوئر (Luer fitting)، دقت حجمی سرنگ، پایداری اتصال سرنگ به هاب و تیزی سوزن. آزمایش میکروبی برای اطمینان از عاری بودن سرنگها از میکروارگانیسمهای مضر انجام میشود که میتواند باعث ایجاد عفونت یا سایر مخاطرات سلامتی شود.
تولیدکنندگان سرنگ باید الزامات و استانداردهای نظارتی را به دقیق ترین شکل ممکن رعایت کنند، از جمله با در نظر گرفتن بازار هدفی که برای محصول خود در ذهن دارند، مواردی که توسط اداره کل تجهیزات پزشکی سازمان غذا و دارو، سازمان غذا و داروی ایالات متحده (FDA) و یا آژانس دارویی اتحادیه اروپا (EMA) تعیین شده است را به کار ببندند. رعایت این مقررات برای اطمینان از ایمنی و کارکرد موثر بودن سرنگ برای استفاده بر روی بیمار ضروری است. عدم رعایت این مقررات می تواند منجر به عواقب شدیدی مانند پیگرد قانونی یا جلوگیری از عرضه محصول به بازار شود.

بخش 5: الزامات کارخانه تولید سرنگ و سایر تجهیزات پزشکی
در این بخش، ما در مورد الزامات مختلف کارخانه تولید سرنگ یکبارمصرف، از جمله الزامات کلین روم (اتاق تمیز)، انبارش مواد اولیه و محصول، آموزش کارکنان و الزامات صدور گواهینامه، و نهادهای نظارتی مانند FDA و ISO بحث خواهیم کرد.
کارخانه تولید تجهیزات پزشکی چه الزاماتی دارد؟
الزامات کارخانه تولید تجهیزات پزشکی از جمله سرنگ استریل شامل ایجاد محیطی کنترل شده، عاری از آلودگی و مطابق با استانداردهای نظارتی است. برخی از این الزامات عبارتند از:
الزامات اتاق تمیز: اتاق تمیز یا (Cleanroom) برای تولید سرنگ یکبارمصرف ضروری است زیرا محیطی کنترل شده را فراهم می کنند که عاری از آلودگی هایی است که می تواند ایمنی استفاده از سرنگ را به خطر بیندازد. الزامات مربوط به اتاق تمیز بسته به نوع تولیدی که انجام می شود و کلاس خطر محصول متفاوت است. تولید تجهیزات پزشکی با کلاس خطر پایین معمولاً به اتاق تمیز کلاس 100000 (ISO 8) یا بهتر نیاز دارد، در حالی که تولید تجهیزات با کلاس خطر بالاتر مانند سرنگ یکبارمصرف دست کم به اتاق تمیز کلاس 10000 (ISO 7) نیاز دارد.
انبارش محصول و مواد اولیه: نگهداری اصولی محصول و مواد اولیه برای حفظ یکپارچگی آنها و جلوگیری از آلودگی ضروری است. محل انبار باید جدا از محل تولید تجهیز پزشکی باشد و دسترسی یه آن کنترل شده باشد تا از تردد افراد غیرمجاز به آن جلوگیری شود. همچنین شرایط و عوامل محیطی انبار مانند دما، رطوبت و روشنایی باید مطابق ضوابط کنترل شود تا کیفیت محصول و مواد اولیه حفظ شود.
آموزش کارکنان و الزامات صدور گواهینامه: پرسنل درگیر در تولید سرنگ باید آموزش دیده و از اصول کار در محیط کلین روم آگاهی داشته باشند. این آموزش باید استفاده مناسب از تجهیزات حفاظت فردی، روش های لباس پوشیدن و تکنیک های آسپتیک را برای جلوگیری از انتقال و انتشار آلودگی پوشش دهد.
تاییدیه نهادهای نظارتی: نهادهای نظارتی مانند اداره کل تجهیزات پزشکی سازمان غذا و دارو، اداره استاندارد ملی ایران، FDA و ISO دستورالعمل ها و مقرراتی را برای خط تولید و کارخانه تجهیزات پزشکی از جمله سرنگ ارائه می کنند. رعایت این مقررات برای اطمینان از ایمنی و اثربخشی سرنگ های تولید شده ضروری است و بدون اخذ تاییدیه این نهادها امکان عرضه قانونی محصول به بازار وجود ندارد.
کلین روم (اتاق تمیز) برای تزریق پلاستیک مدیکال و تولید تجهیزات پزشکی:
اتاق های تمیز بر اساس تعداد و اندازه ذرات موجود در هر متر مکعب هوا طبقه بندی می شوند. متداول ترین طبقه بندی توسط سازمان بین المللی استاندارد (ISO) تعیین شده و با یک عدد از 1 تا 8 نشان داده می شود. هرچه این عدد کمتر باشد، محیط کلین روم تمیزتر است. برای تولید تجهیزات پزشکی استریل مانند سرنگ یکبارمصرف، معمولاً یکی از اتاق های تمیز زیر معمولا مورد استفاده قرار می گیرد:
- کلین روم کلاس 100000 (ISO 8): این طبقه بندی اجازه می دهد حداکثر 3,520,000 ذره به قطر 0.5 میکرون در محیط وجود داشته باشد.
- کلین روم کلاس 10000 (ISO 7): این طبقه بندی اجازه می دهد حداکثر 352,000 ذره به قطر 0.5 میکرون در محیط وجود داشته باشد.
- کلین روم کلاس 1000 (ISO 6): این طبقه بندی اجازه می دهد حداکثر 35,200 ذره به قطر 0.5 میکرون در محیط وجود داشته باشد.
- کلین روم کلاس 100 (ISO 5): این طبقه بندی اجازه می دهد حداکثر 3,520 ذره به قطر 0.5 میکرون در محیط وجود داشته باشد.
دستگاه تزریق پلاستیک مورد استفاده برای تولید تجهیزات پزشکی مانند سرنگ می تواند به صورت کامل در کلین روم قرار گیرد و یا تنها بخشی از آن (واحد گیره) در کلین روم مستقر شود. یکی از روش هایی که به طور روزافزون در حال عمومی شدن است استفاده از کلین روم ماژولار برای دستگاه تزریق پلاستیک مدیکال است به این صورت که سیستم فیلتر هپا فشار مثبت و هوای عاری از گرد و غبار را در محیط گیره یا اطراف دستگاه تزریق پلاستیک تامین می کند، در حالی که دستگاه توسط ماژول کلین روم از سایر نقاط کارخانه جدا شده است.
بخش 6: بسته بندی و برچسب گذاری سرنگ
پس از ساخت و مونتاژ، سرنگ ها باید به طور مناسب بسته بندی و برچسب گذاری شوند تا از ایمنی و قابلیت عملکرد آنها تا زمان مصرف حفظ شود. در این بخش انواع بسته بندی و برچسب گذاری مورد استفاده در ساخت سرنگ و اهمیت آنها را با یکدیگر مرور خواهیم کرد.
بسته بندی و برچسب گذاری مناسب برای حفظ ایمنی و کارایی سرنگ ها ضروری است. بسته بندی به محافظت از سرنگ ها در برابر آسیب در هنگام حمل و نقل و نگهداری کمک می کند و همچنین از نفوذ آلودگی به سرنگ جلوگیری می کند.
برچسب روی بسته بندی سرنگ های از پیش پر شده باید اطلاعات واضح و دقیقی در مورد محتویات سرنگ، از جمله نام دارو، مقدار دوز و تاریخ انقضا را ارائه دهد. برچسب ها همچنین ممکن است حاوی اطلاعات اضافی مانند دستورالعمل استفاده و طریقه نگهداری نیز باشند.
تولید سرنگ نیازمند رعایت الزامات مارکینگ و لیبل گذاری است که توسط نهادهای مربوطه و استانداردها تعیین شده اند. مارکینگ و چاپ باید به گونه ای باشد تا اطمینان حاصل شود که نوشته ها خوانا و حاوی تمام اطلاعات لازم هستند. همچنین ممکن است برای چاپ بارکد یا سایر اطلاعات شناسایی روی بسته بندی با هدف ردیابی محصول استفاده شود.
بخش 7: فرآیند استریل کردن سرنگ های پزشکی یکبار مصرف
استریلیزاسیون یکی از مراحل اصلی در فرایند تولید سرنگ های یکبار مصرف استریل است. در این بخش اهمیت استریلیزاسیون، روشهای مختلف استریلسازی مورد استفاده برای سرنگهای پزشکی یکبار مصرف و الزامات قانونی که باید رعایت شود، را بررسی خواهیم کرد.
چرا سرنگ های یکبارمصرف استریل می شوند؟
برای عاری ساختن سرنگ از میکروارگانیسم های بیماری زا و کسب اطمینان از ایمن بودن آن برای استفاده بر روی انسان و دام، انجام استریلیزاسیون امری ضروری است. انواع میکروارگانیسم های موجود در محیط می توانند پس از عبور از پوست و تماس با خون باعث ایجاد عفونت و عوارض جدی شوند، به ویژه در بیمارانی که سیستم ایمنی ضعیفی دارند این مورد حتی می تواند به مرگ منجر شود. استریلیزاسیون سرنگ باعث از بین رفتن ریسک ایجاد عفونت در هنگام تزریق شده و ایمنی و کارایی سرنگ را تضمین می کند.
روش های مختلف استریلیزاسیون سرنگ یکبارمصرف
روش های مختلفی برای استریل کردن سرنگ های پزشکی یکبار مصرف استفاده می شود. متداول ترین این روش ها عبارتند از:
- استریلیزاسیون با گاز اتیلن اکساید (EO): استریلیزاسیون با گاز EO یک روش بسیار رایج برای استریل کردن سرنگ های پزشکی یکبار مصرف است. گاز اتیلن اکساید در از بین بردن میکروارگانیسم ها از جمله باکتری ها، ویروس ها و هاگ ها بسیار موثر است. استریلیزاسیون EO با طیف وسیعی از مواد سازگار است و هیچ گونه باقیمانده ای از خود بر روی سطح سرنگ باقی نمی گذارد.
- استریلیزاسیون با اشعه گاما: استفاده از پرتو گاما یکی دیگر از روش های متداول مورد استفاده برای استریل کردن سرنگ های پزشکی یکبار مصرف است. در این روش از تاباندن پرتوهای گاما با انرژی بالا برای کشتن میکروارگانیسم های موجود در سطح سرنگ استفاده می شود. پرتو گاما بسیار موثر است و هیچ اثری از خود بر روی محصول باقی نمی گذارد اما این پرتو با برخی از مواد سازگار نیست و می تواند به ساختار آن ها آسیب برساند و در پی آن بر عملکرد سرنگ تأثیر نامطلوبی بگذارد.
- استریلیزاسیون با بخار (اتوکلاو): استریلیزاسیون با بخار آب که به آن اتوکلاو نیز می گویند روش دیگری است که برای استریل کردن سرنگ های پزشکی یکبار مصرف قابل استفاده است. در این روش از بخار داغ و پرفشار آب برای از بین بردن میکروارگانیسم های موجود در سرنگ استفاده می شود. استریلیزاسیون با بخار اگرچه روشی موثر است، اما برای تولید سرنگ می تواند همراه با بروز مشکلاتی مانند آسیب به ساختار قطعات پلاستیکی آن باشد.
در پایان می توان این گونه نتیجه گرفت که تولید سرنگ پزشکی یکبار مصرف فرایندی پیچیده است و نیاز به توجه دقیق به جزئیات مختلف در هر مرحله دارد. فرایند تزریق پلاستیک به عنوان مهم ترین بخش و شالوده تولید سرنگ مطرح است و انجام موثر آن نیازمند استفاده از دستگاه تزریق مخصوص تجهیزات پزشکی (مدیکال) است.
کنترل کیفیت و انجام آزمایشات مطابق استانداردهای ضروری برای تولید سرنگ برای کسب اطمینان از استریلیزاسیون، ایمنی و عملکرد صحیح سرنگ ضروری است. همچنین نگهداری و کالیبراسیون تجهیزات آزمایشگاهی برای کنترل کیفیت سرنگ از اهمیت زیادی برخوردار است. همچنین الزامات کارخانه تولید تجهیزات پزشکی، از جمله الزامات مربوط به اتاق تمیز، انبارش محصول و مواد اولیه، آموزش کارکنان و پیروی از دستورالعمل های نهادهای نظارتی مانند FDA و ISO نیز باید در نظر گرفته شوند.


{kind=link}
سلام، برای محاسبه نسبت L:D جهت تهیه مقاله دانشگاهی به کمک نیاز دارم، چطور می تونم از راهنمایتتون استفاده کنم؟
با درود و سپاس از شما، برای محاسبه نسبت L:D ماردون، طول بخش رزوه شده ماردون (L) را بر قطر ماردون (D) تقسیم کنید. دقت کنید که اندازه گیری قطر ماردون را از نوک رزوه ها انجام دهید.
بهترین برند دستگاه تزریق پلاستیک برای قطعه سازی خودرو و تولید ضربی رو معرفی کنید. با تشکر
با درود و سپاس. تولید قطعات خودرویی و تولید ضربی یا اجرتی تفاوت های اساسی با یکدیگر دارند، با این وجود دستگاه تزریق پلاستیک برند YIZUMI، سری A5 به دلیل دقت، تطبیق پذیری و دوام بسیار بالا، بهترین دستگاه تزریق پلاستیک برای تولید قطعات خودرو یا تولید اجرتی به شمار می رود.
خدمت شما عرض کنم که برای تازه کارها و افرادی که تازه قصد ورود به صنف پلاستیک رو دارن خرید دستگاه تزریق پلاستیک خوب و قیمت مناسب خیلی حیاتیه. باقیش میمونه بازاریابی و کسب تجربه که با یخورده خاک خوری تو همین بازار میشه موفق بود.
« دیدگاههای کهنهدیدگاههای تازهتر »