






کنترل حلقه بسته
در دنیای امروز، مهندسان همواره تلاش میکنند تا سیستم و ماشینی را طراحی کنند که همواره تحت کنترل بوده تا بتوان از آنچه درون دستگاه تزریق پلاستیک میگذرد اطلاع پیدا کرد. به بیان دیگر بتوان از حرکت عملگرها، تغییر و رویدادها در سیستم مطلع شده و در صورت لزوم اقداماتی را انجام داد.
این همان هدف اصلی سیستم Close Loop Control یا کنترل حلقه بسته میباشد.
سیستم کنترلی حلقه بسته یعنی اگر فرمانی به سیستم داده شد (این فرمان حالت ایدهآل خواسته ما است)، باید یک سنسور بعد از آن عملگر وجود داشته باشد تا نتیجه کار اعم از موقعیت، دور، دما، فشار، رطوبت و … را به واحد کنترلکننده ارسال کرده و در صورت وجود اختلاف بین فرمان اولیه که ایدهآل خواسته ما بوده است و آنچه در واقعیت رخ داده، فرمان اصلاحی مجددی به سیستم داده شود.
نکته: سیستم کنترلی حلقه بسته نیازمند دو شرط کلی زیر میباشد:
وجود سنسور برای ارسال پیام (مثل موقعیت، دما، فشار و …)
قابلیت بررسی فیدبک ارسالی از سنسور و ارسال فرمان اصلاحی (لزوما هر دستگاهی این قابلیت را ندارد)
دستگاه های تزریق پلاستیک از اجزای مختلفی تشکیل شدهاند که هر کدام قابلیت کنترل حلقه بسته را دارند و هر چه این سیستم کنترلی در اجزای بیشتری از دستگاه نمود پیدا کرده باشد، آنگاه کلیت دستگاه نیز به کنترل حلقه بسته بیشتر نزدیک میشود.
این که بطور کلی گفته شود دستگاهی دارای کنترل حلقه بسته است، سخنی کاملا اشتباه میباشد، میبایست برای هر بخش در آن دستگاه این سیستم کنترلی بصورت مجزا بررسی گردد.
دستگاه تزریق پلاستیک هیدرولیکی معمولی را میتوان به بخشهای اصلی زیر تقسیم کرد که اگر سیستم کنترلی هر یک از آنها از نوع حلقه بسته باشد، یک مزیت عملکردی محسوب خواهد شد.
کنترل دبی (سرعت) روغن هیدرولیک،
کنترل فشار روغن هیدرولیک،
کنترل موقعیت هر یک از عملگرها (جک گیره، جک پران، جک تزریق، دور هیدروموتور بارگیری، دمای هیترها و …)
مطابق آنچه برای دو شرط لازم در سیستم کنترلی حلقه بسته گفته شد، تمامی ۳ بخش فوق باید دارای نوعی سنسور باشد تا بتواند وضعیت آنها را به کنترلر دستگاه گزارش کند.
همچنین، باید برنامه نرمافزاری کنترلر دستگاه نیز بگونهای باشد تا قابلیت تجزیه و تحلیل پیامهای ارسالی از طرف سنسورها را داشته باشد و در صورت وجود خطا، فرمانهای اصلاحی مورد نیاز را صادر نماید.
بطور مختصر به نحوه اجرایی شدن و نمود سیستم کنترلی حلقه بسته برای هر یک از ۳ بخش فوق اشاره خواهد شد.
کنترل دبی: یعنی کنترل سرعت پمپاژ روغن در مدار هیدرولیک دستگاه تزریق پلاستیک. روغن از پمپ هیدرولیک خارج میشود، پمپ هیدرولیک نیز میبایست توسط یک محرک دورانی همانند موتورهای برقی به گردش درآید تا روغن را از داخل مخزن به مدار هیدرولیک دستگاه ارسال نماید. هر چقدر سرعت دورانی پمپ بیشتر شود، میزان حجم روغن پمپاژ شده در یک بازه زمانی یا همان دبی پمپ افزایش مییابد. بطور مثال، در یک پمپ دندهای(دبی ثابت)، اگر دور موتور افزایش یابد، دبی خروجی پمپ نیز بیشتر میشود. البته به دلیل محدویتهای طراحی و ساخت، عملاً یک پمپ نمیتواند بیشتر از یک حد تعیین دبی تولید کند و به همین دلیل برای پمپها حداکثر دبی خروجی تعریف میشود. در نتیجه مشخص میشود که برای کنترل دبی خروجی پمپ، میبایست سرعت یا دور موتور محرک پمپ را کنترل کرد.
در دستگاههای به اصطلاح سروو که از موتورهای سروو بهرهمند هستند، به دلیل وجود Encoder نصب شده روی موتور، قابلیت یافتن دور و موقعیت دورانی موتور بصورت لحظهای و بسیار دقیق میسر خواهد بود. لذا در دستگاههای سروو، بواسطه کنترل دور موتور، میتوان سرعت دورانی پمپ و در نتیجه دبی خروجی روغن از پمپ را کنترل کرد.
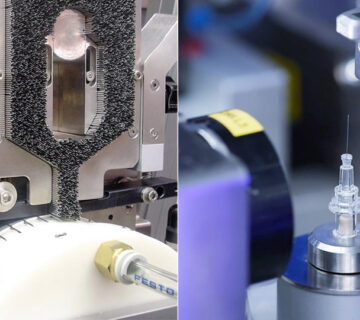
فشار روغن هیدرولیک: طبیعتاً برای عملگرهای هیدرولیکی و حرکت آنها دو پارامتر سرعت و فشار تعیین میشود. تعیین فشار برای یک عملگر همانند جک بدین معنا است که حداکثر فشار لحظهای برابر عدد تعیین شده میباشد. بدین ترتیب میبایست بنحوی میزان فشار واقعی را سنجید و با فشار مورد نظر (ورودی) مقایسه شود. برای این منظور از سنسور فشار استفاده میشود که در دستگاههای A5 در ابتدای مسیر و مستقیما روی پمپ نصب شده است. از این رو در اثر بوجود آمدن فشار در سیستم، این سنسور میزان آن را محاسبه کرده و به کنترلر دستگاه گزارش مینماید.
کنترل موقعیت عملگرها: در دستگاه تزریق پلاستیک، عملگرهای حرکتی از دو نوع خطی و دورانی تشکیل شدهاند. یعنی عملگر یا حرکت خطی دارد همانند جکها یا حرکت دورانی مشابه هیدروموتور بارگیری. از این رو، سنسورهایی که بتوانند موقعیت حرکتی این عملگرها را گزارش نمایند نیز از دو نوع خطی و دورانی میباشند. از خطکش بعنوان سنسور خطی برای جک (جک گیره و پران و …) و از انکودر نوری برای سنجش تعداد دور هیدروموتور بارگیری استفاده میشود. لذا برای تمامی عملگرها این سنسورها وجود خواهد داشت که موقعیت خطی و دورانی را به کنترلر گزارش میکنند. همچنین برای هیترها نیز از ترموکوپل برای گزارش دمای لحظهای هیتر استفاده میشود.
بسیار مهم:
یکی از مهمترین ویژگیها و مزیتهای دستگاه A5 وجود شیر حفاظت هیدرولیکی-برقی مطابق با استانداردهای روز اروپا میباشد. وظیفه این شیر بستن مسیر روغن هیدرولیک از پمپ به شیرهای بلوک گیره در صورت باز شدن درب اپراتور میباشد. بدلیل حساسیت بالای این قطعه، اطلاع از وضعیت قطعی شیر حفاظت برای بسته/باز بودن، اهمیت فوقالعاده بالایی دارد و این بدین معنی است که میبایست شیر حفاظت نیز دارای کنترل حلقه بسته باشد. از این رو، در دستگاه A5، شیر حفاظت دارای یک سنسور موقعیت بوده که باز/بسته بودن شیر را به کنترلر دستگاه گزارش میکند و کنترلر پس از ارسال فرمان باز/بسته شدن شیر، میتواند از نتیجه واقعی آن اطمینان حاصل کند.
همانگونه که قبلا اشاره شد، لازمه سیستم کنترلی حلقه بسته دو شرط وجود سنسور و برنامه کنترلی با قابلیت ارسال فرمان مجدد میباشد. توضیحات فوق بیانکننده شرط اول یعنی وجود سنسور در هر بخش میباشد که به چه نحو میتوان با تعبیه سنسور مناسب، گزارش لحظهای از وضعیت دستگاه در دست باشد.
برای برآورده کردن شرط دوم سیستم کنترل حلقه بسته، برنامه کنترلر دستگاه تزریق پلاستیک باید بنحوی طراحی شده باشد که در بهینهترین زمان بتواند با مقایسه پیام ارسالی از سنسور، فرمان اصلاحی لازم را نیز صادر کند.
در دستگاه A5، دبی، فشار و تمامی عملگرها دارای سنسور مربوطه هستند که بصورت لحظهای و دقیق وضعیت سیستم را به کنترلر گزارش مینمایند. کنترلر استفاده شده در دستگاه A5 از نوع KEBA سری i1000 میباشد. این کنترلر طراحی شرکت اروپایی KEBA در اتریش میباشد که بواسطه قابلیتهای سختافزاری و نرمافزاری بسیار قوی آن، امکان پردازش لحظهای گزارشهای رسیده از سنسورها و سپس صدور فرمانهای اصلاحی لازم وجود دارد که موجب میشود شرط دوم سیستم کنترلی حلقه بسته نیز در دستگاههای A5 به نحو مطلوبی امکانپذیر گردد.
وجود سیستم کنترلی حلقه بسته در قسمتهای معرفی شده موجب میشود تا دستگاه روی تک تک اجزاء خود کنترل داشته و موقعیتهای حرکتی تعریف شده را با دقت بالاتری فرآهم کند.


{kind=link}
واقعا مقاله عالی بود و بسیار استفاده کردم. در مورد تناژ گیره شخصاً تجربه کردم که دستگاه¬های 3 صفحه¬ای به راحتی می¬تونن 15 تا 20 درصد نیروی بالاتری تولید کنن.
به نظر شما تولید ظرف یکبار مصرف از نشاسته ذرت در ایران توجیهی دارد؟
با درود و سپاس از شما. تولید ظروف یکبار مصرف از مواد زیست تخریب پذیر مانند نشاسته ذرت در جهان روندی رو به رشد دارد. این ظروف دوست دار محیط زیست به شمار می روند و به زودی در اغلب کاربردها، جایگزین ظروف یکبارمصرف پلاستیکی خواهند شد. در کشورمان ایران نیز انتظار می رود با گذشت زمان دامنه مصرف این محصول افزایش یابد، بنابراین سرمایه گذاری در این زمینه، دیدگاهی آینده نگرانه به شمار می رود.
تصادفی با سایت شما آشنا شدم اما تا قبل از آشنایی با سایت شما فکرشم نمیکردم که دستگاه¬های تزریق پلاستیک چقدر متنوع هستن. خیلی اطلاعات دقیقی دادی، ممنونم.
« دیدگاههای کهنهدیدگاههای تازهتر »