






هنگامی که صحبت از ساخت قطعات سبک، با دوام و شیک به میان میآید که توجه مصرفکننده را به خود جلب نماید، بیدرنگ قطعات پلاستیکی و دستگاههای تولید کننده این قطعات خودنمایی خواهند کرد. این امر به ویژه در لوازمی همچون قطعات الکترونیکی، قطعاتی که دارای شکل ارگونمی هستند بیشتر نمود خواهد داشت.
گذشته از اینکه قطعات مذکور وسایل پزشکی، اسباببازی، لوازم آشپزخانه، قطعات الکترونیکی و … هستند، بهترین راه تولید چنین محصولاتی فرآیند قالبگیری (Over Molding) است. فرآیند قالبگیری نوعی روش تزریق پلاستیک است که در آن یک ماده (معمولا TPE) در درون ماده دوم (معمولا پلاستیک سختتر) تزریق میشود. بعبارت دیگر، قطعه نهایی از دو قسمت تشکیل شده که یک قسمت بصورت اینسرتی در قطعه دیگر وجود دارد و طی فرآیند تزریق دو قطعه با یکدیگر اتصال برقرار کرده و محصول اصلی بدست میآید. گستره بسیار زیادی از مواد ترموپلاست قابلیت استفاده در روش قالبگیری را دارند که برای مثال میتوان از پلاستیکهای نرم مثل پلیاورتان و TPE و پلاستیکهای سختتر همانند نایلون و پلیکربنات نام برد.
در ادامه به برخی از مزایای روش قالبگیری (Over Molding) اشاره میشود:
- حذف فرآیند تولید ثانویه و مرحله مونتاژ بعدی (تولید قطعه نهایی در یک مرحله)
- ضد آب بودن قطعه تولید شده
- حذف مرحله پیوند در فرآیند ساخت که موجب افزایش قابلیت اطمینان قطعه تولید شده میشود.
- بخشهای تشکیل دهنده قطعه نهایی، هماهنگی مونتاژی خوبی را ایجاد کرده و از شل شدن قطعات جلوگیری میکند. همچنین محصول نهایی مقاومت بالاتری در برابر ارتعاش و شوک خواهد داشت.
- بهبود مقاومت سازهای قطعات در روش قالبگیری
- انعطافپذیری در طراحی و بکارگیری از ساختار چند مادهای
در حال حاضر روش قالبگیری یکی از متداولترین روشهای صنعت تزریق پلاستیک است، اما در این میان برخی از روشهای اجرای آن با بقیه متفاوت است. چالش اصلی این روش اطمینان از اینکه است که دو قطعه مورد نظر یعنی لایه سخت مرکزی و الاستومر بیرونی به خوبی با یکدیگر جفت شده و کوچکترین فاصله، لق شدن و … وجود نداشته باشد، لذا قسمتی از قسمت دیگر جدا نشده و شکل و یکپارچگی محصول نهایی حفظ شود. رسیدن به این هدف که قطعات تزریق شده دارای اتصال خوبی باشند نیازمند مهارت و تجربه بالایی دارد. در این روش هیچگونه چسبی استفاده نشده و مونتاژ دستی نیز وجود نخواهد داشت. همچنین ساخت قالبهایی که بتواند دقت ابعادی و اتصال مونتاژي دو قطعه را داشته باشد نیز از اهمیت بزسایی برخوردار است.

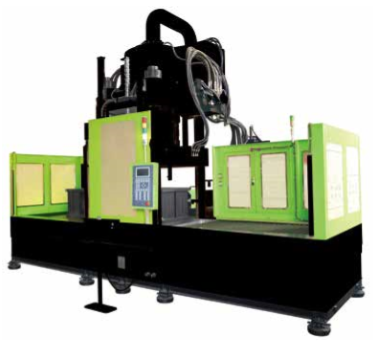
برای رسیدن به چنین دقتی در تولید به جهت حساسیتهای ذکر شده، نوع ماشینآلات مناسب یکی از مهمترین اصول تولید خواهد بود. در واقع بهترین راه تولید قطعات حاصل از روش قالبگیری، دستگاه تزریق پلاستیک ایستاده (Vertical) میباشد. این نوع از دستگاهها بر پایه نیروی مناسب جاذبه برای قفل و اتصال دو قطعه داخلی و خارجی یه یکدیگر استوار میباشد.
این روش متمایز از دستگاه تزریق پلاستیک افقی است که بر مبنای مکانیزم گیره آن، برای اطمینان از جفت شدن قطعات در موقعیت صحیح خود نیاز به تلاش، زمان و ریسک بالایی داشته و این در حالی است که نیروی جاذبه همواره در آن وجود دارد و موجب جابجا شدن قطعات در سیستم گیره افقی میشود.
دستگاه تزریق پلاستیک ایستاده (Vertical) با مکانیزم گیره باز و میز چرخان طراحی شده که قابلیت کار با چندین قالب و فرآیند همزمان همانند پیش-تزریق و پسا-تزریق را دارد. نتیجه تولید با چنین دستگاهی عبارت است از نیاز به کار دستی کمتر، بازدهی بیشتر تولید، نرخ تولید بالاتر و کاهش هزینه. یکی دیگر از مهمترین مزیتهای این دستگاه این است که در محیط کارخانه تولیدی، فضای کمتری را نسبت به دستگاههای تزریق افقی اشغال میکند.
بعبارت سادهتر، دستگاه تزریق پلاستیک ایستاده (Vertical) راهکاری برای تولید محصولاتی با ویژگیهای مقاومت بالا، در دسترس بودن مداوم در صنایع الکترونیک، پزشکی، نظامی و سایر صنایع مشابه میباشد.
انواع دستگاههای تزریق پلاستیک ایستاده (Vertical) شرکت ایزومی
دستگاههای تزریق پلاستیک ایستاده (Vertical) شرکت ایزومی به سه دسته کلی YV، YC و YH تقسیم میشوند که میتوانند نیروی قفل گیره از ۱۲ تا ۳۵۰ تن را تامین کنند. هر کدام از سریهای YV، YC و YH دارای چهار حالت استاندارد، میز کشویی یکطرفه، میز کشویی دو طرفه و میز چرخان میباشند که با توجه به نوع محصول قابل انتخاب میباشند.
برخی از ویژگیهای فنی دستگاههای تزریق پلاستیک ایستاده (Vertical) شرکت ایزومی عبارتند از:
- زمان پاسخگویی سیستم تزریق کمتر از 20ms، سرعت تزریق تا 1000mm/s، تلرانس وزن قطعه تولیدی کمتر از 0.5%
- مناسب برای تولید قطعات فوق نازک با دقت ابعادی بسیار بالا
- مصرف انرژی 40 تا 70 درصد کمتر از دستگاههای مرسوم
- بواسطه مکانیزم پمپ دندهای با موتور سروو و تنظیم کردن ماردون با کنترل سروو، سیستم کنترل حلقه بسته فشار و سرعت، کنترل نهایی فشار و سرعت در بخش تزریق، گیره و بارگیری با دقت بسیار بالایی صورت میگیرد.
- بکارگیری مزیتهای دستگاههای هیدرولیکی و برقی موجب مصرف انرژی کمتر، سرعت پاسخگویی بالاتر، دقت بیشتر و بازدهی بهتر شده است.
سری دستگاه YV نوع متداولتر دستگاههای تزریق پلاستیک ایستاده (Vertical) است که دارای مکانیزم گیره با چهار تایبار و واحد تزریق ایستاده (Vertical) میباشد.

در سری YC مکانیزم گیره ایستاده (Vertical) دستگاه بدون تایبار طراحی شده تا فضای بیشتری را برای کارکرد فرآهم کند، همچنین واحد تزریق در این نوع افقی میباشد.

نسخه YH از مجموعه دستگاههای تزریق پلاستیک ایستاده (Vertical) دارای مکانیزم گیره با چهار تایبار و واحد تزریق افقی بوده که بیشتر برای تولید قطعات سایز بزرگ کاربرد دارد و فضای کاری کمتری را در کارگاه تولیدی اشغال میکند.
 |
|

جدول زیر بصورت خلاصه برخی از اطلاعات مفید هر یک از سه سری YV، YC و YH را نشان میدهد:
|
نوع دستگاه |
محدوده قفل گیره (Ton) |
محدوده وزن تزریق (g) |
محدوده نرخ تزریق (cc/s) |
توان مجموع (kW) |
|
سری YV |
12~350 |
28~961 |
36~463 |
6~57 |
|
سری YC |
14~120 |
36~415 |
44~157 |
6~26 |
|
سری YH |
90~500 |
181~2153 |
105~422 |
26~70 |



 و انواع آن ها){kind=link}
به عنوان یه تزریق کار با 40 سال سابقه عرض می کنم که یادگیری در این صنعت ته نداره! هر روز میشه چیزای جدیدی یاد گرفت.
مقاله ای با موضوع کاربردهای دستگاه تزریق پلاستیک در تولید تجهیزات پزشکی نگارش نمودهام. در صورت تمایل به انتشار در این وب سایت از طریق ایمیل اطلاع رسانی بفرمایید.
خدمت شما عرض کنم که برای تازه کارها و افرادی که تازه قصد ورود به صنف پلاستیک رو دارن خرید دستگاه تزریق پلاستیک خوب و قیمت مناسب خیلی حیاتیه. باقیش میمونه بازاریابی و کسب تجربه که با یخورده خاک خوری تو همین بازار میشه موفق بود.
« دیدگاههای کهنهدیدگاههای تازهتر »