





1) ظرفیت دستگاه
ظرفیت دستگاه یک پرس به ماکزیمم جرمی که از پلی استیرن که در یک سیکل کاری می توان تزریق نمود اطلاق می گردد.
2) نیروی گیره کردن
نیرویی که دو کفه قالب را به هم می چسباند نیروی گیره کردن نام دارد. قالب بایستی کاملاً بسته شده و سطوح سنگ زده دو کفه باید کاملاً به هم بچسبند.
3) فشار تزریق
فشاری که برای پر کردن قالب نیاز است را فشار تزریق گویند.
اندازه قطعه و فرم مقطع آن، سطح راه گاه ها و طول آنها، حرارت قالب، حرارت سیلندر تزریق و اندازه مدخل ورودی مواد به محفظه، تماماً در فشار تزریق اثر دارند.
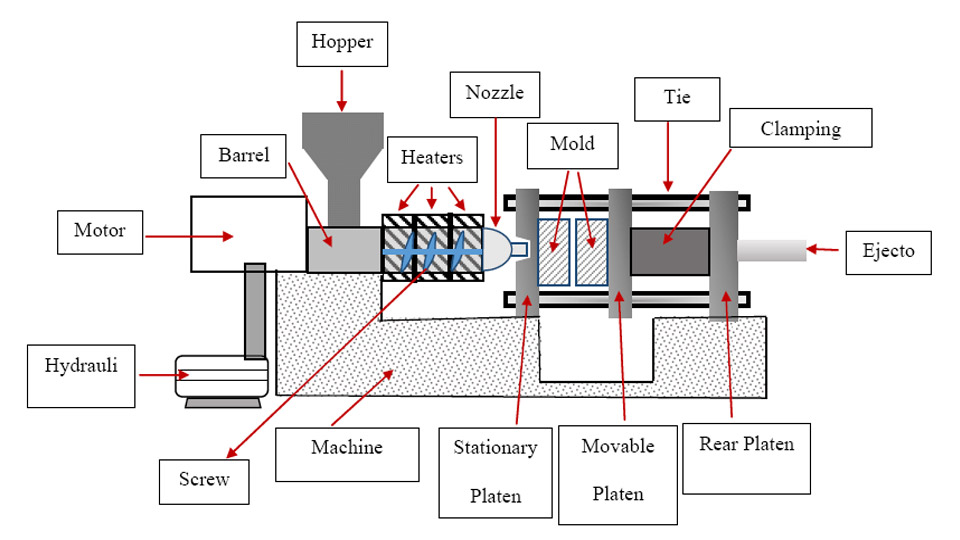
فشار اولیه: با بسته شدن قالب، سیلندر تزریق به جلو رفته، روی بوش تزریق قالب می نشیند و مدار روغن، حداکثر فشار، پشت پیستون متصل به مارپیچ، باز و در نتیجه مارپیچ به جلو رانده می شود تا مواد موجود در جلو سیلندر، به داخل قالب تزریق شود و این فشار پشت مارپیچ یا فشار تزریق، فشار اول خوانده می شود.
فشار ثانویه: اساساً فشار دوم برای اینست که مواد تزریق شده در قالب، قبل از خنک و سخت شدن از راه کانال تزریق، برگشت نکند و احیانا در قطعه مکش ایجاد نگردد.
فشار سوم: در طول مدت خنک شدن مارپیچ برای تجدید مواد گیری شروع به گردش می کند و ضمن این گردش بوسیله گام های خود موادی که از قیف داخل آن شده بطور مداوم به جلو می آید تا به سرسیلندر برسد و جلوی آن فشرده شود چون راه خروج ندارد با فشار به مارپیچ آنرا به عقب برمی گرداند.
فشاری که ضمن گردش و بارگیری مارپیچ بر آن وارد می گردد فشار سوم خوانده می شود.



{kind=link}
درود و سپاس بابت مطالب آموزشی مفیدتون، خواهشندم در خصوص معایب و مزایای دستگاه¬های تزریق پلاستیک عمودی هم مطالبی تهیه فرمایید. با تشکر
با درود و سپاس از شما. از پیشنهادتان صمیمانه سپاسگزاریم، به زودی مطالبی پیرامون این موضوع تهیه خواهد شد.
سلام و خدا قوت خدمت شما، دستگاه تزریق 200 تن چند آمپر برق مصرف می کنه؟
ماردون بای متال چقدر بیشتر از ماردون نیتراته عمر می¬کند؟
دیدگاههای تازهتر »