





قالب های طبقه ای (Stack mold) در واقع دو یا چند قالب هستند که در یک مجموعه بصورت طبقات جداگانه مونتاژ شده اند، به گونه ای که هر یک از طبقات قالب، یک خط جدایش مجزا داشته و قطعه تولیدی متفاوت دارند. قیمت قالب های طبقه ای گرانتر از قالب های معمولی بوده و طراحی و ساخت آنها بسیار پیچیده تر است، اما مزیت بسیار مهم آنها افزایش نرخ تولید قطعه است که این امر می تواند سود قابل توجهی را برای تولید کنندگان به ارمغان بیاورد. در حالی که تعداد کویته های یک قالب طبقه ای 2 یا چند برابر بیشتر از یک قالب معمولی است، زمان پر شدن قالب، زمان اتوکشی و خنک شدن در آن هر دو نوع یکسان است و تنها زمان باز و بسته شدن گیره در قالب های طبقه ای طولانی تر است، همین ویژگی باعث افزایش نرخ تولید قطعه می شود.
یکی دیگر از مزایای مهم قالب های طبقه ای این است که نیروی قفل گیره در آنها تقریباً با قالب های معمولی برابر است زیرا با وجود اینکه تعداد کویته های یک قالب دو طبقه دو برابر یک قالب معمولی است اما سطح مصور کویته ها در هر دو نوع قالب مساوی است بنابراین از نظر تئوری به نیروی قفل گیرهای برابر با آن احتیاج خواهند داشت، اگرچه در عمل تجربه شده است که نیروی لازم برای قفل گیره در قالب های چند طبقه حدود %10 بیشتر است که این به دلیل بیشتر بودن تعداد سطوح تماس بین صفحات قالب است که عدم توازی را افزایش می دهد. همچنین ابعاد یک قالب چند طبقه با یک قالب معمولی تفاوت چندانی ندارد و به دستگاه تزریق پلاستیک بزرگتری نیاز نیست.
بسیاری از تولیدکنندگان مصنوعات پلاستیکی به دلیل عدم اطلاعات کافی از فواید استفاده از قالب های طبقه ای، اشتیاقی به استفاده از آنها نشان نمی دهند در حالیکه با استفاده از این قالب ها می توانند نرخ تولید خود را عملا دو برابر کنند.
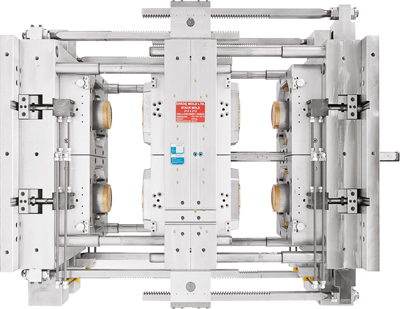
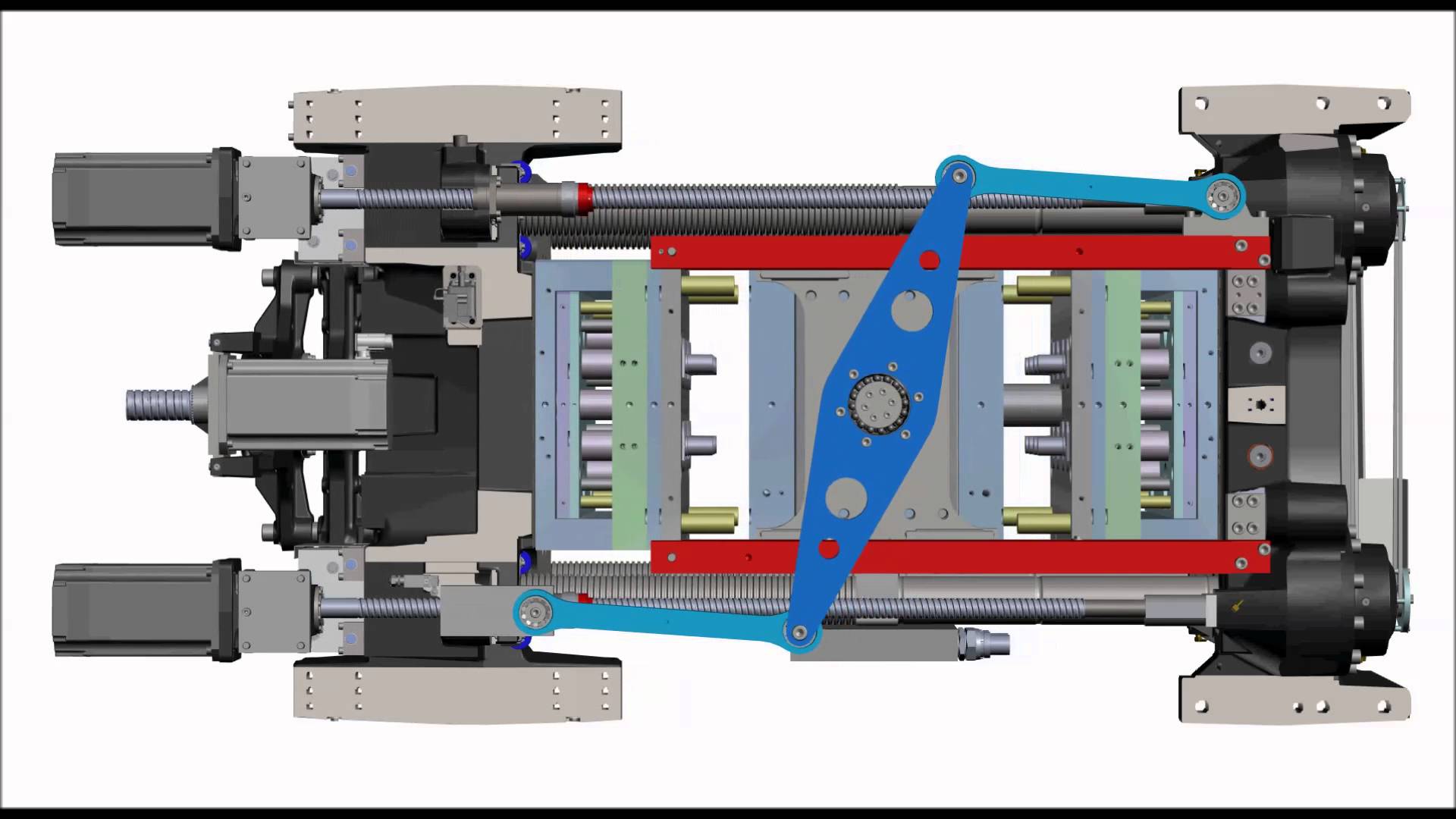
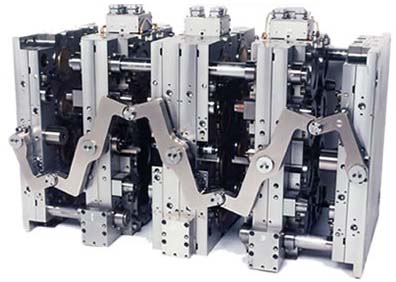
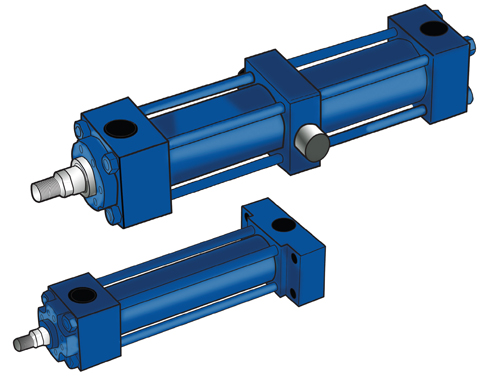
از میان قالب های طبقه ای، قالب های 2 طبقه بیشتر از قالب هایی با تعداد طبقات بیشتر مرسوم هستند و طرز کار آنها به این صورت است که در هنگام باز شدن قالب برای خروج قطعه و انجام عمل پران، هر سه قسمت قالب توسط یک مکانیزم ویژه از هم باز می شوند. مکانیزم های متداول برای انجام این کار عموماً چرخ و شانه، مکانیزم چهار میله ای هارمونیک، سیستم چرخ دنده مارپیچ و مکانیزم عملگر هیدرولیکی می باشند.
|
انواع مکانیزم های باز کننده صفحات در قالب های طبقه ای |


عموماً قالب های طبقه ای برای تولید قطعات پلاستیکی مسطح و یا با عمق کم مناسب هستند به این دلیل که برای تولید قطعات با عمق زیاد، کورس بازشو گیره بسیار زیاد است و باید مورد توجه قرار گیرد. یکی از دیگر مواردی که باید مورد بررسی و توجه قرار گیرد، حجم شات تزریق است که باید برای تغذیه کامل حفره های قالب کافی باشد. قالب های طبقه ای برای تولید ظروف جدار نازک، درب بطری و ظروف پلاستکی، سینی و قطعات نازک و بزرگِ لوازم خانگی بسیار مناسب هستند.
|
نمونه ای از قطعاتی که برای تولید بوسیله قالب های طبقه ای مناسب هستند: |







){kind=link}
چرا دیگه آموزش استفاده از دستگاه تزریق رو نمیذارید؟ خواهشاً تعمیرات دستگاه تزریق رو هم آموزش بدید.
با درود، برای دسترسی به مطالب آموزشی جدید با موضوع استفاده از دستگاه تزریق پلاستیک و تعمیرات دستگاه، به قسمت مقالات وب سایت مراجعه نمایید و یا ما را در شبکه های اجتماعی دنبال کنید.
سلام، برای محاسبه نسبت L:D جهت تهیه مقاله دانشگاهی به کمک نیاز دارم، چطور می تونم از راهنمایتتون استفاده کنم؟
با درود و سپاس از شما، برای محاسبه نسبت L:D ماردون، طول بخش رزوه شده ماردون (L) را بر قطر ماردون (D) تقسیم کنید. دقت کنید که اندازه گیری قطر ماردون را از نوک رزوه ها انجام دهید.
آیا با این اختلاف قیمت بین دستگاه تزریق پلاستیک ایرانی و چینی تولیدکننده ها میتونن به فکر خرید دستگاه وارداتی باشن؟
با درود و سپاس از شما. اختلاف قیمت بین دستگاه های تزرق پلاستیک ساخت ایران و چین، تنها یکی از معیارهای تصمیم گیری برای خرید دستگاه است. توجه به سایر معیارها مانند کیفیت، بازدهی، دقت و دوام، اغلب تولیدکنندگان پلاستیک را به سوی خرید دستگاه های تزریق چینی سوق داده است.
« دیدگاههای کهنهدیدگاههای تازهتر »