




تولید آنژیوکت به عنوان یکی از ضروریترین تجهیزات پزشکی که برای تزریق سرم، تزریق دارو و خونگیری استفاده میشود، زنجیرهای کلیدی در حوزه تولید تجهیزات پزشکی است. بخش قابل توجهی از تقاضای آنژیوکت در بازار از راه واردات تامین میشود و سالانه باعث خروج میلیونها دلار ارز میشود.
آنژیوکت تولید شده در ایران به دلیل دستمزد پایین نیروی انسانی از یک سو و قیمت پایین مواد اولیه در ایران، قیمت تمام شده پایینی خواهد داشت و به همین دلیل امکان صادرات آن به ویژه به کشورهای همسایه وجود دارد. راهاندازی خط تولید آنژیوکت با آنکه چالشبرانگیز است، اما به دلیل مصرف گسترده و سودآوری بالقوه، ایدهای جذاب به شمار میرود.
تزریق پلاستیک به عنوان مهمترین روش تولیدی در حوزه تجهیزات پزشکی یکبارمصرف، در کانون فرآیند تولید آنژیوکت نیز قرار دارد. گذشته از تزریق پلاستیک، روشهای ساخت و تولید دیگری نیز برای تولید آنژیوکت بکار گرفته میشوند که در ادامه معرفی خواهند شد. این مقاله یک راهنمای جامع برای راهاندازی خط تولید آنژیوکت است که به موضوعاتی مانند معرفی ماشینآلات، استانداردها ، فرآیند تولید، کنترل کیفیت، مواد اولیه و بستهبندی میپردازد.

آنژیوکت چیست؟
آنژیوکت (Intravenous (IV) Cannula یا Peripheral venous catheter) یک تجهیز پزشکی برای دسترسی وریدی است که لولهای انعطاف پذیر (کاتتر) از جنس پلاستیک دارد که درون رگ بیمار قرار گرفته و امکان تزریق و خونگیری را فراهم میسازد. آنژیوکت در انواع و اندازههای گوناگون تولید میشود تا بتواند پاسخگوی نیازهای مختلف پزشکی باشد.
سوزن آنژیوکت در میان کاتتر قرار دارد و در هنگام استفاده، پیش از کاتتر وارد ورید میشود. سپس کاتتر پلاستیکی نیز به درون رگ راه پیدا میکند. در ادامه سوزن از درون رگ بیرون آورده میشود اما کاتتر در جای خود باقی میماند. در پایان کاتتر با استفاده از چسب بر روی پوست بیمار ثابت میشود و دسترسی وریدی را مهیا میسازد.
آنژیوکت (کانولای وریدی محیطی) انواع گوناگونی دارد که مهمترین آنها عبارتند از:
- کاتتر ورید محیطی (Peripheral IV Cannula): به طور کلی پرکاربردترین نوع آنژیوکت یا کانولای وریدی است که برای درمان کوتاه مدت مناسب است.
- آنژیوکت بالدار یا پروانهای (Winged or Butterfly IV Cannula): این آنژیوکت دارای دو بال پلاستیکی کوچک و دستکم یک (دریچه) پورت تزریق جانبی است. آنژیوکت پروانهای برای کودکان و سالمندان با کمترین درد قابل استفاده است.
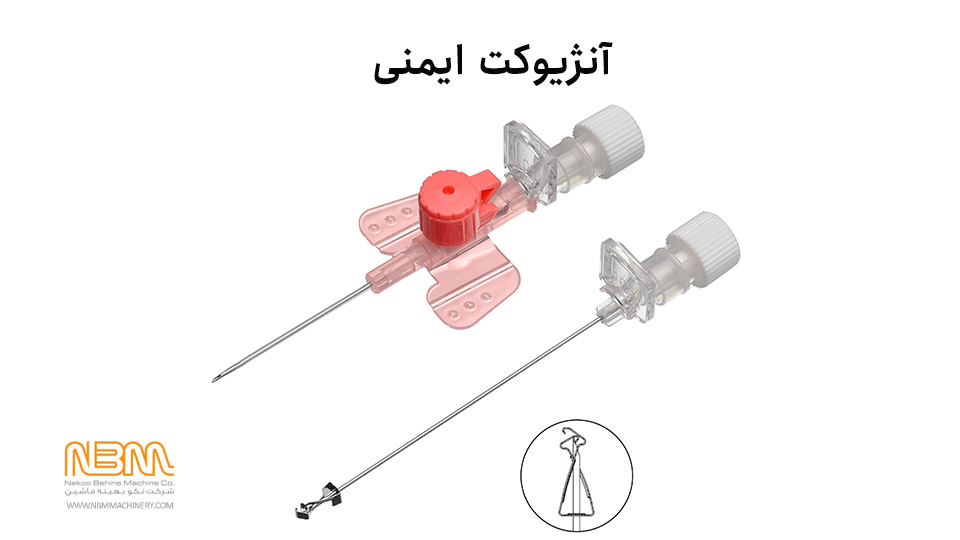
- آنژیوکت ایمنی (Safety IV Catheter): این نوع از آنژیوکت به نوعی مکانیزم ایمنی مجهز است که از نیدلاستیک (Needlestick) در هنگام خروج سوزن از رگ جلوگیری میکند.
نوعی کانولای وریدی یا نام کاتتر ورید مرکزی (Central Venous Cannula یا CVC) نیز وجود دارد که برای درمان طولانی مدت مناسب است و درون وریدهای بزرگ مانند قفسه سینه یا بازو قرار میگیرد. کاتتر در این نوع از کونالا قطر و طول بیشتری دارد و تا نزدیکی قلب پیشروی میکند، به همین دلیل اغلب همراه با جراحی درون رگ قرار داده میشود.
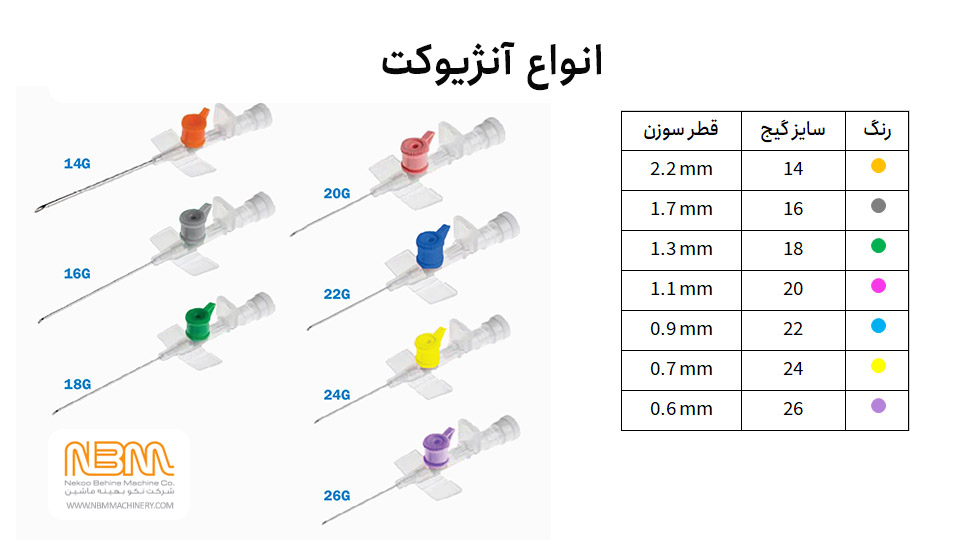

انواع آنژیوکت بر اساس سایز کاتتر یا گیج:
- گیج 14 (نارنجی): بزرگترین سایز آنژیوکت که تنها برای بزرگسالان کاربرد دارد.
- قطر خارجی سوزن: 2 mm
- نرخ جریان: 240-270 mL/min
- کاربرد: موارد اورژانسی که نیاز به تزریق سریع مایعات غلیظ یا انتقال خون است، مناسب برای درمان طولانی، جراحیهای بزرگ، ترومای شدید یا مدیریت شوک.
- گیج 16 (طوسی): یک آنژیوکت با سوزن قطور است که تنها برای بزرگسالان کاربرد دارد.
- قطر خارجی سوزن: 7 mm
- نرخ جریان: 180-220 mL/min
- کاربرد: تزریق سریع سرم، انتقال خون، استفاده در حین جراحی، مراقبت از تروما و تجویز حجم زیادی از مایعات.
- گیج 18 (سبز): نوعی آنژیوکت با سوزن نسبتاً قطور است که بیشترین کاربرد را در مراقبتهای قبل و بعد از اعمال جراحی دارد.
- قطر خارجی سوزن: 3 mm
- نرخ جریان: 80-105 mL/min
- کاربرد: مناسب برای انتقال خون و تزریق مایعات، معمولاً در مراقبتهای قبل و بعد از عمل جراحی استفاده میشود.
- گیج 20 (صورتی): این آنژیوکت برای بزرگسالان و کودکان قابل استفاده است.
- قطر خارجی سوزن: 1 mm
- نرخ جریان: 55-65 mL/min
- کاربرد: سرم تراپی، تزریق داروهای بیمارستانی و مناسب برای تزریق مکرر داروهای درون وریدی.
- گیج 22 (آبی): این آنژیوکت برای افراد سالمند و کودکان مناسب است و جایگذاری آن درد اندکی دارد.
- قطر خارجی سوزن: 9 mm
- نرخ جریان: 31-36 mL/min
- کاربرد: تزریق داروهای با جریان آهسته، شیمی درمانی، مناسب برای افراد با آستانه درد پایین و رگهای شکننده.
- گیج 24 (زرد): نوعی آنژیوکت با سوزن باریک است که جایگذاری آن درد اندکی دارد و برای اطفال و افراد کهنسال کاربرد دارد.
- قطر خارجی سوزن: 7 mm
- نرخ جریان: 20-24 mL/min
- کاربرد: تزریق با جریان بسیار آهسته، تزریق دقیق، مناسب برای اطفال، کودکان و افراد کهنسال.
- گیج 26 (بنفش): کوچکترین سایز آنژیوکت است که برای نوزادان تازه متولد شده مناسب است.
- قطر خارجی سوزن: 6 mm
- نرخ جریان: 10-13 mL/min
- کاربرد: مراقبتهای ویژه نوزادان، مناسب برای نوزادان تازه متولد شده و اطفال دارای رگهای باریک.
آنژیوکت از چه اجزاء و قطعاتی تشکیل شده است؟
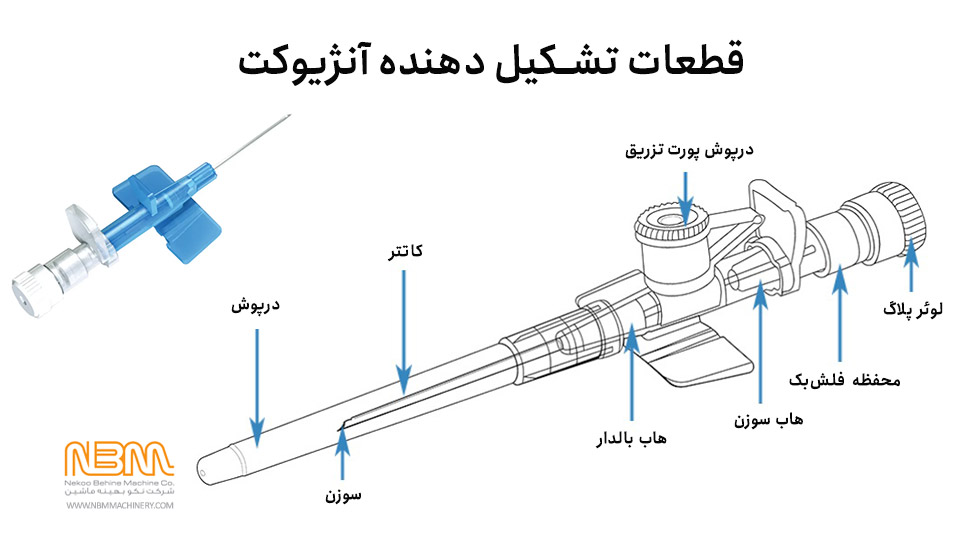
انواع آنژیوکت بسته به نوع و طراحی، اجزاء و قطعات گوناگونی دارند. در اینجا متداولترین نوع آنژیوکت بالدار یا پروانهای مورد بررسی قرار گرفته و قطعات تشکیل دهنده آن را معرفی میشوند.
قطعات تشکیل دهنده آنژیوکت عبارتند از:
- کاتتر یا کانولا: لوله پلاستیکی باریک و انعطافپذیری است که همراه با سوزن به درون رگ فرو رفته و در آن باقی میماند.
- بوشینگ: یک بوش پلاستیکی بسیار ظریف است که به انتهای کاتتر وصل میشود و برای تثبیت کاتتر درون هاب اصلی آنژیوکت بکار میورد.
- هاب بالدار: قطعهای پلاستیکی و دارای دارای دو بال به شکل بال پروانه است که کاتتر به آن متصل میشود.
- سوزن: لولهای از جنس فولاد ضد زنگ و دارای نوک بسیار تیز است که وظیفه شکافتن و ورود به پوست را بر عهده دارد.
- هاب سوزن: قطعهای پلاستیکی و متصل به سوزن است، هاب معمولاً دارای دستگیرهای است که استفاده از آن را آسان میکند.
- درپوش پورت تزریق: درپوشی است که بر روی پورت تزریق هاب بالدار نصب شده و برای تزریق دارو مورد استفاده قرار میگیرد.
- کاور (درپوش) سوزن: درپوشی استوانهای است که بر روی سوزن قرار میگیرد تا از سوراخ شدن بستهبندی آنژیوکت و آسیبهای احتمالی جلوگیری شود.
- محفظه فلشبک: معمولاً این بخشی از هاب اصلی است اما در بعضی از انواع آنژیوکت قطعهای جداگانه است که به منظور بازرسی چشمی و کسب اطمینان از قرارگیری سوزن درون رگ مورد استفاده قرار میگیرد.
- لوئر پلاگ: یک درپوش پلاستیکی فشاری است که از خروج خون از انتهای هاب سوزن جلوگیری میکند.
- ولو: معمولاً لولهای انعطاف پذیر از جنس لاستیک سیلیکون است و در هنگام باز کردن درپوش پورت تزریق، از خروج جریان اصلی جلوگیری میکند.

تولید آنژیوکت: فرآیند، ماشین آلات، مواد اولیه، استانداردها
تولید آنژیوکت شامل چندین فرآیند و مرحله نسبتاً پیچیده و حساس است. مانند هر محصول دیگری، تولید آنژیوکت نیز با فرآیند طراحی، تحقیق و توسعه آغاز میشود. در این مرحله مدلسازی CAD، نمونهسازی، انتخاب مواد اولیه، ساخت قالبها و سفارش تجهیزات و ماشینآلات به عنوان پیش نیازهای تولید آنژیوکت به انجام میرسند.
پس از تهیه ماشینآلات، مواد اولیه و قالبها، تولید انبوه آنژیوکت طی مراحل زیر انجام میگیرد:
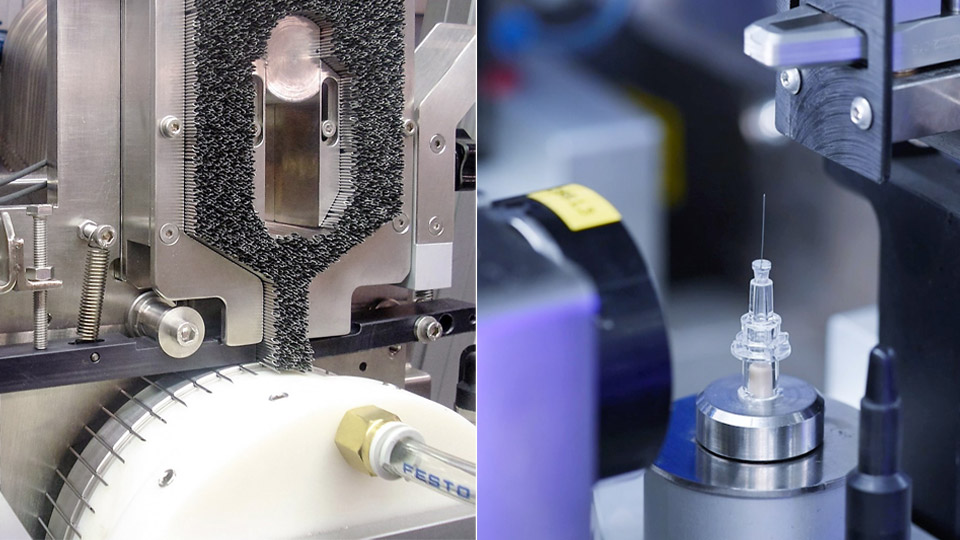
- تولید سوزن: سوزن آنژیوکت از جنس فولاد ضدزنگ (Stainless Steel) 304 یا 316 ساخته میشود. مواد اولیه تولید سوزن، لوله هایی با قطر بالاتر هستند که طی فرآیند کشش، قطر آنها کاهش مییابد. فرآیند تولید سوزن پس از کشش لوله و رساندن آن به قطر مورد نظر، با برشکاری، پرداختکاری و تیز کردن نوک سوزن تکمیل میشود.
- اسکتروژن: اسکتروژن پلاستیک دومین فرآیند کلیدی است که برای تولید قطعات آنژیوکت مانند کاتتر، ولو و در بعضی از موارد کاور سوزن مورد استفاده قرار میگیرد.
- تزریق پلاستیک: تزریق پلاستیک به عنوان یکی از فرآیندهای اصلی تولید پلاستیک، به منظور ساخت بیشتر قطعات آنژیوکت مورد استفاده قرار میگیرد. قطعاتی مانند بوشینگ، هاب بالدار، هاب سوزن و درپوشهای آنژیوکت همگی به روش تزریق پلاستیک تولدید میشوند.
- تیپ فرمینگ: برای آنکه کاتتر آنژیوکت بتواند به درون رگ وارد شود، باید نوک مخروطی (تیز) داشته باشد، از این رو فرآیند تیپ فرمینگ برای فرمدهی به نوک کاتتر انجام میگیرد.
- مونتاژ قطعات: قطعات گوناگون آنژیوکت که در مراحل قبل تولید شدهاند، در اینجا در کنار هم قرار گرفته و مونتاژ میشوند. فرآیند مونتاژ آنژیوکت معمولاً طی 3 تا 5 مرحله به ترتیب زیر انجام میشود:
- مونتاژ کاتتر درون بوشینگ
- مونتاژ و اتصال بوشینگ و کاتتر درون هاب بالدار
- مونتاژ و اتصال سوزن درون هاب سوزن
- مونتاژ عمومی مجموعهها شامل هاب سوزن و هاب بالدار
- مونتاژ قطعات باقی مانده مانند محفظه فلشبک، درپوشها و ولو
- کنترل کیفیت: فرآیند کنترل کیفیت در مراحل مختلف تولید آنژیوکت انجام میشود و شامل کنترل کیفیت مواد اولیه، قطعات، مجموعههای مونتاژی، محصول نهایی و در پایان محصول بستهبندی شده میشود.
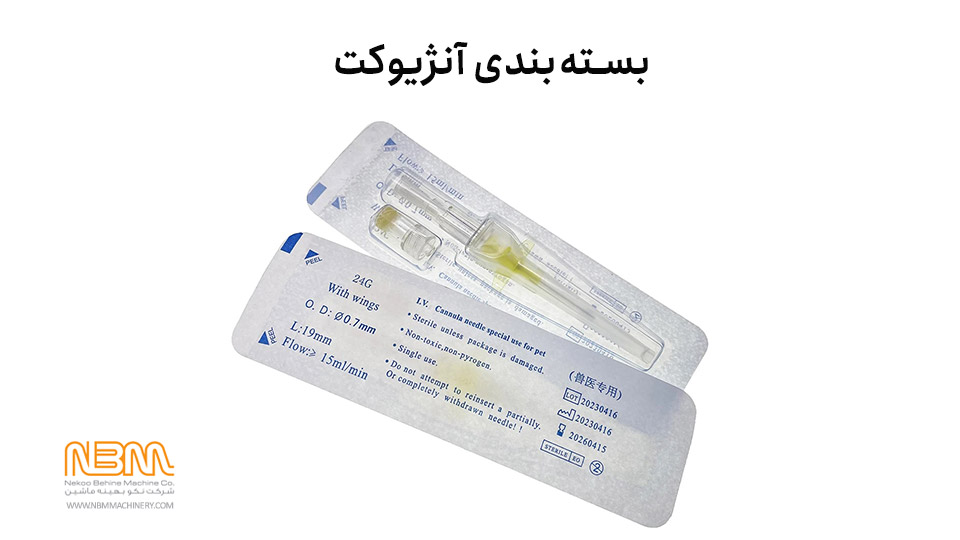
- بستهبندی: آنژیوکتهای تولید شده در پوشش مناسب بستهبندی میشوند که معمولاً از یک فیلم پلاستیکی شفاف و کاغذ مخصوص تشکیل شده است. این پوشش امکان عبور عامل استریل کننده را میدهد، محصول را به مدت طولانی استریل نگه میدارد، قابلیت حمل و نقل بدون آلوده شدن دارد و به آسانی باز میشود.
- استریلیزاسیون: آنژیوکت در دسته تجهیزات دارای کلاس خطر B طبقهبندی میشود و باید استریل شود. آنژیوکت به روشهای گوناگون مانند گاز اتیلن اکساید، اتوکلاو، الکترون بیم و پرتو گاما استریل میشود که در این میان استفاده از گاز اتیلن اکساید (ETO) متداولتر است.


ماشین آلات و تجهیزات مورد نیاز برای تولید آنژیوکت:
برای تولید آنژیوکت میتوان قطعات پلاستیکی را با خرید تعدادی دستگاه تزریق پلاستیک تولید نمود و سایر قطعات مانند سوزن و کاتتر را به صورت ساخته شده خریداری کرد. در این صورت سرمایه مورد نیاز برای خرید ماشین آلات کاهش قابل توجهی پیدا میکند.
در غیر این صورت با فرض تولید تک تک قطعات، برای تولید آنژیوکت دستگاهها و تجهیرات زیر مورد نیاز است:
- دستگاه تزریق پلاستیک (تمام برقی یا سری مدیکال)
- دستگاه اکسترودر مدیکال
- دستگاه اکسترودر سیلیکون
- قالب تزریق پلاستیک برای قطعات پلاستیکی تزریقی
- دای اکسترودر برای قطعات پلاستیکی اکستروژن
- لوازم جانبی خط پلاستیک مانند موادکش اتوماتیک، کنترل کننده دمای قالب و چیلر
- دستگاه کشش، دستگاه برش ، دستگاه سنگزنی، دستگاه هونینگ، دستگاه اوریببری، خط چربیگیری و پسیویشن برای تولید سوزن
- دستگاه مونتاژ آنژیوکت (چند دستگاه مونتاژ مجزا یا یک دستگاه مونتاژ تمام اتوماتیک با توانایی انجام پیوسته تمامی مراحل مونتاژ)
- تجهیزات آزمایشگاه و کنترل کیفیت
- کلین روم یا اتاق تمیز (Cleanroom) دستکم کلاس ISO 8
- دستگاه بستهبندی 4 طرف دوخت
- دستگاه استریل اتیلن اکساید یا سایر تجهیزات استریلیزاسیون

مواد اولیه تولید آنژیوکت:
قطعات پلاستیکی آنژیوکت از گرانول پلاستیکی با گرید پزشکی یا مدیکال ساخته میشوند. استفاده از مواد اولیه آسیابی برای تولید این محصول مجاز نیست و میتواند باعث انتقال آلودگی و یا بروز عفونت در بیمار شود. برای تولید قطعات آنژیوکت معمولاً از مواد اولیه زیر استفاده میشود:
| لیست مواد اولیه و قطعات مورد نیاز برای تولید آنژیوکت | |
| نام قطعه | ماده اولیه |
| کاتتر | FEP, TPU |
| بوشینگ | PP, HDPE |
| بال آنژیوکت یا هاب بالدار (هاب اصلی) | PP |
| سوزن | Stainless Steel AISI 304 / 316 |
| هاب سوزن | PP |
| درپوش پورت تزریق | HDPE |
| کاور سوزن | PP, HDPE |
| محفظه فلشبک | PP |
| لوئر پلاگ | HDPE |
| ولو | LSR, PVC |
استانداردهای تولید آنژیوکت:
تولید آنژیوکت مستلزم رعایت استانداردهای بینالمللی است که برای حصول اطمینان از کیفیت و کارایی این محصول وضع شدهاند. در زیر تعدادی از استانداردهایی که به تولید آنژیوکت مربوط میشوند معرفی شده است:
- استاندارد ISO 10555-1 (کاتترهای درون عروقی یکبارمصرف و استریل)
- استاندارد ISO 13485 (سیستم مدیریت کیفیت تجهیزات پزشکی)
- استاندارد ISO 80369-7 (رابطها و اتصالات پزشکی با کاربرد درون عروقی)
آیا تولید آنژیوکت به لحاظ اقتصادی توجیه دارد؟
سودآوری مهمترین انگیزه هر تولیدکنندهای برای سرمایهگذاری روی راهاندازی خط تولید و کسب و کارهای تولیدی به شمار میرود، تولید آنژیوکت نیز از این دیدگاه جدا نیست. با آنکه چند تولیدکننده داخلی در زمینه تولید آنژیوکت تلاشهای ارزشمندی انجام دادهاند، با این حال هر سال میلیونها دلار برای واردات این محصول از کشورهای خارجی به ویژه هندوستان هزینه میشود.
راهاندازی خط تولید آنژیوکت مستلزم سرمایهگذاری قابلتوجهی است. سرمایه موردنیاز برای خرید ماشینآلات (دستگاههای تزریق پلاستیک، دستگاه اکسترودر، دستگاههای مونتاژ، تجهیزات استریلیزاسیون و تجهیزات بستهبندی)، ساخت کارخانه، ساخت اتاق تمیز (Cleanroom)، تاسیس آزمایشگاه و دریافت مجوزها و تاییدیههای فنی و ایمنی هزینه میشود.
سرمایه در گردش مورد نیاز برای تولید آنژیوکت نیز رقم قابلتوجهی است و باید برای خرید مواد اولیه، دستمزد پرسنل، هزینههای جاری و سایر هزینههای اداره کارخانه تا زمان رسیدن به سودآوری، بسنده کند. به یاد داشته باشید که تولید آنژیوکت نیازمند به کارگیری پرسنل با مهارت بالا است که هزینه زیادی در پی دارد.
امروزه نیروی کار در ایران یکی از پایینترین دستمزدها را در منطقه دریافت میکند. همچنین هزینه برق و حاملهای انرژی در ایران در مقایسه با اغلب کشورها، ناچیرا است. از سوی دیگر مواد اولیه پلیمری مورد نیاز برای تولید آنژیوکت با قیمت پایینی در کشور تولید میشوند. بنابراین قیمت تمام شده آنژیوکت تولید شده در ایران، آن را برای صادرات بسیار مناسب میسازد و میتوان آن را با حاشیه سود چشمگیری به کشورهای همسایه صادر کرد.
چالشهای فنی و سرمایه موردنیاز برای راهاندازی خط تولید آنژیوکت، تولید این محصول را تنها برای سرمایهگذاران با پشتوانه مالی قوی، شرکتهای سرمایهگذاری یا تولیدکنندگان بزرگ تجهیزات پزشکی قابل دستیابی میسازد. بنابراین بازار این محصول با ریسک پایینی برای رقابتی شدن روبرو است که مزیت بسیار مهمی به شمار میرود.
در جمعبندی آنچه پیرامون توجیه اقتصادی طرح تولید آنژیوکت گفته شد، یادآور میشود که تولید آنژیوکت در ایران امکانپذیر و از پتانسیل سودآوری بالایی برخوردار است. با این وجود به برنامهریزی دقیق، دریافت مشاوره تخصصی و سرمایهگذاری قابلتوجهی نیاز دارد.
References:
https://www.criticalmanufacturing.com/industries/medical-device-manufacturing/
https://operonstrategist.com/iv-cannula-manufacturing/
https://automationspartner.se/medical-device-segments/iv-catheter-assembly/



{kind=link}
برای تولید ظروف بسته بندی IML چه نوع ربات لیبیل گذاری رو توصیه می کنید؟
با سلام، قالب 96 کویته پریفرم PET با دهانه 28 دارم ساخت کشور سوییس هستش. لطفا یه دستگاه تزریق خوب برای تولید پریفرم پت معرفی کنید. همراه با قیمت دستگاه تولید پریفرم و جدول مشخصات دستگاه. با تشکر فراوان
« دیدگاههای کهنه